JP
炭化タンステン削岩ツールについて知っておくべきことすべて
業界ニュース-炭化タングステン削岩ツールは、鉱山、建設、採石、地盤工学作業における現代の掘削作業の根幹です。露天掘り鉱山で花崗岩を爆破する場合でも、硬い石灰岩に基礎を固定する場合でも、ドリルの性能はほぼ完全に切断面の超硬工具の品質と設計に依存します。このガイドでは、これらのツールがどのように機能するかから、適切なツールを選択してより長く実行し続ける方法まで、知っておく必要がある実践的なすべてを詳しく説明します。
炭化タングステンが削岩に適した材料である理由
炭化タングステン (WC) は、炭化タングステン粒子を金属結合剤 (最も一般的にはコバルト) と焼結して作られる複合材料です。その結果、ビッカース硬度が 1,400 ~ 1,800 HV の範囲の非常に硬い材料が得られ、削岩で要求される繰り返しの衝撃荷重を吸収するのに十分な靭性を維持しながら、鋼よりもはるかに硬くなります。
炭化タングステンが他の硬質材料と異なるのは、その特性の組み合わせです。純粋なセラミックはより硬いですが、衝撃的な穴あけには脆すぎます。工具鋼はより丈夫ですが、砥石に対して非常に早く摩耗します。超硬は、実際の掘削に必要なバランスを備えています。摩耗に強く、圧縮荷重にうまく対処し、さまざまな岩石の種類や掘削方法に適した特定の形状に精密に研磨できます。
コバルト結合剤の含有量は、カーバイドの配合において最も重要な変数の 1 つです。コバルトの割合が高い(12 ~ 16%)と靭性と耐衝撃性が向上し、割れた岩石や不均質な岩石に適しています。コバルト含有量が低い (6 ~ 8%) と、珪岩や砂岩などの均質で摩耗性の高い地層に適した、より硬く耐摩耗性の高いグレードが生成されます。フォーメーションに間違ったグレードを選択すると、ツールが早期に故障する一般的な原因になります。
炭化タングステン削岩工具の主な種類
「炭化タングステン削岩ツール」という用語は、幅広い製品群をカバーします。用途に応じた特定の工具の種類を理解することが、効率的な穴あけへの第一歩です。
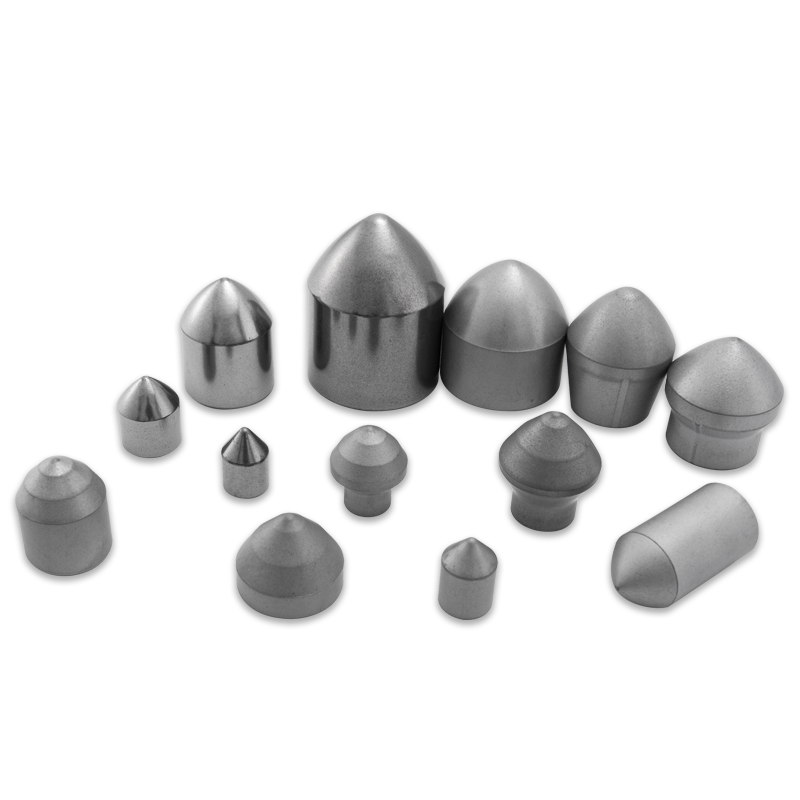
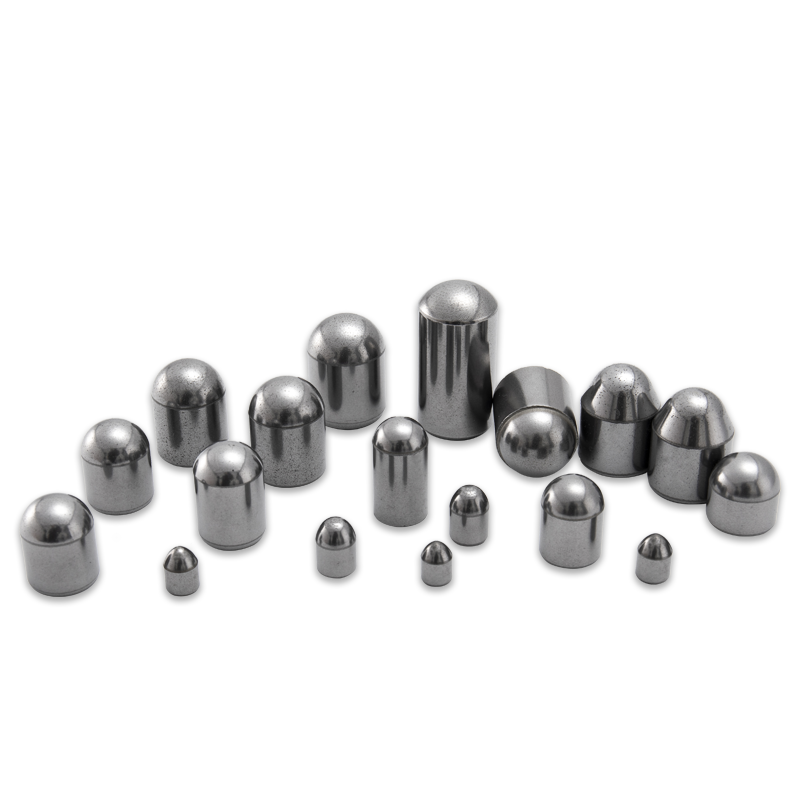
ボタンビット
ボタンビットは、地表および地下採掘で最も広く使用されている超硬穴あけ工具です。球面または弾道形状の超硬インサートは、ドリル面全体をカバーするように設計されたパターンで鋼本体に圧入されます。ボタンビットは回転打撃掘削システムで使用され、平面、凸面(ドーム)、凹面の構成があり、それぞれ異なる岩石の状態に適しています。
- 球状ボタン: 硬くて研磨性の高い石に最適です。最大の耐摩耗性。
- 弾道 (放物線) ボタン: 中程度の硬い岩での貫通率が向上。 ROP が優先される場合に推奨されます。
- 卵形ボタン: 弾道と球形の間の妥協点。混合硬度のフォーメーションで一般的です。
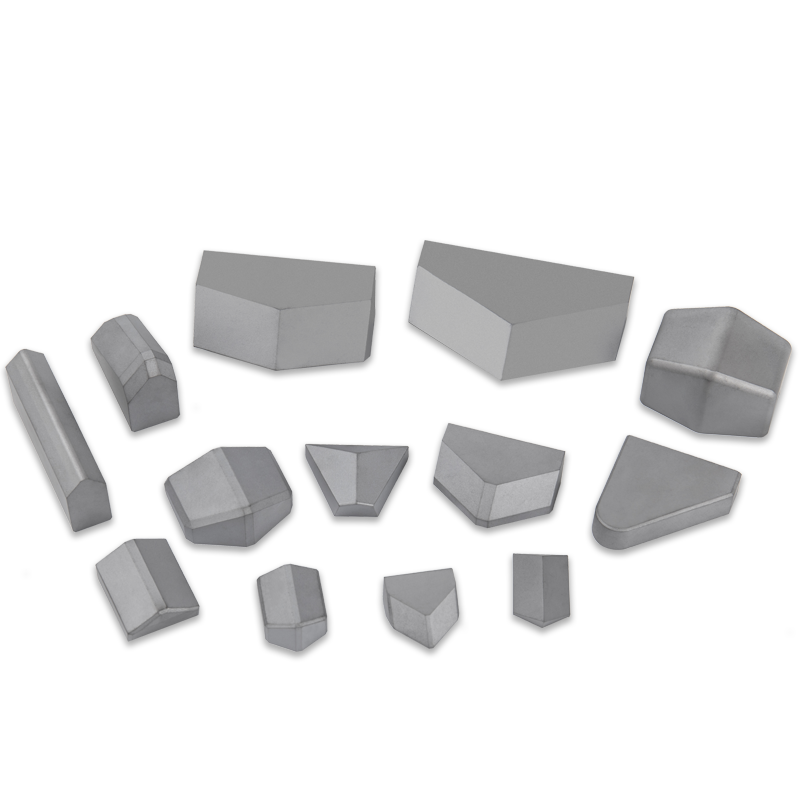
クロスビットとXビット
クロスビットは、鋼製本体に十字または X パターンに配置された 4 つの超硬ウイングがろう付けされているのが特徴です。これらは、軟らかい岩石から中程度の硬い岩石へのジャックレッグ掘削やドリフター掘削などの軽衝撃掘削で一般的に使用されます。クロスビットは製造と再研磨が簡単で、形成条件が比較的安定している用途に経済的です。ただし、摩耗性の高い地層ではボタンビットよりも早く摩耗します。
チゼルビット
チゼルビットは、単一の超硬インサートまたはろう付けされた超硬ストリップを直線切断構成で使用します。これらは主に、小径の手持ち式パーカッションドリル、建設用アンカーの穴あけ、および二次破壊に使用されます。シンプルな形状のため安価で研ぎ直しも簡単ですが、使用できるのは柔らかい石と小さな穴の直径に限られます。
超硬インサート付きトリコーンローラービット
大きな発破孔や石油・ガス用途の回転掘削では、トリコーンビットは回転コーンの鋼歯に圧入されたタングステンカーバイドインサートを使用します。錐体が岩肌を横切って転がると、インサートが地層を押しつぶして欠けさせます。インサートの形状は、硬い岩石用の鈍い半球形状から、柔らかい地層用の細長いノミ形状まで多岐にわたります。これらは高コストの工具ですが、大径回転用途で優れた貫通率を発揮します。
DTH (ダウンザホール) ハンマービット
DTH ビットは、ダウン・ザ・ホール・ハンマー・システムで使用するために設計された特殊なタイプのボタン・ビットで、打撃機構がドリル・ストリングを伝ってビットを岩肌に直接打ち付けます。これによりエネルギー損失が最小限に抑えられ、深穴や硬い岩石に対して DTH 掘削が非常に効率的に行われます。 DTH ビットの超硬ボタンのレイアウトと面の形状は、ハンマー操作による高周波、高エネルギーの衝撃に耐えるように特別に設計されています。
適切な超硬削岩工具の選び方
適切なタングステンカーバイドドリルツールを選択するには、ツールの特性を 4 つの主要な変数 (岩石の種類、穴あけ方法、穴の直径、操作条件) に適合させる必要があります。この適合を適切に行うことは、貫通速度、工具寿命、および掘削メートルあたりのコストに直接影響します。
| 岩の種類 | 推奨されるツールの種類 | 超硬グレード |
| ソフト(石灰岩、石炭、頁岩) | チゼルビットまたはクロスビット | 高コバルト(タフグレード) |
| 中(花崗岩、玄武岩) | ボタンビット(弾道インサート) | ミディアムコバルト(バランスグレード) |
| 硬くて研磨性が高い(クォーツァイト、チャート) | ボタンビット(球面インサート)またはDTHビット | 低コバルト(耐摩耗グレード) |
| 亀裂・変形形成 | クロスビットまたは堅牢なボタンビット | 高コバルト(耐衝撃性) |
| 深穴ロータリー(大径) | 超硬インサート付きトリコーンローラービット | 地層の硬さに合わせた |
岩石の種類だけでなく、使用されている掘削システムも考慮してください。回転打撃式ドリリング (トップ ハンマー) は、深さ 30 ~ 40 メートルまでの標準ボタン ビットを使用すると最適なパフォーマンスを発揮します。 DTH システムは、長いロッドストリングを介したエネルギー伝達が効率を低下させるより深い穴を引き継ぎます。純粋な回転システムでは、地層の圧縮強度に応じてインサート ビットまたはドラッグ ビットが必要です。

超硬ドリルツールを評価する際の主要な品質指標
全部ではない 炭化タングステン削岩ツール 平等に作られています。異なるメーカーの製品を比較したり、新しい工具を調達したりする場合、最も重要な品質指標は次のとおりです。
- 超硬粒度: 微粒子炭化物(サブミクロン)により、より高い硬度と耐摩耗性が得られます。粗粒構造は靭性を向上させますが、耐摩耗性を犠牲にします。
- インサート圧入公差: ボタンビットの場合、インサートとスチール本体の間の締り嵌めが重要です。緩い嵌合はインサートの損失を引き起こします。締め付けが強すぎると、プレス中に超硬に亀裂が発生します。
- スチールボディの品質: ドリルの鋼製本体は、繰り返しの衝撃による疲労亀裂に耐えるのに十分な強さを備えていなければなりません。機械加工後に肌焼きされた低合金鋼は、耐用年数において軟鋼本体よりも優れています。
- 挿入ジオメトリの一貫性: インサートは均一な形状と表面仕上げを持つ必要があります。ボタンの高さや位置が不均一であると、フェース全体に不均一な負荷が生じ、露出したインサートの摩耗が促進されます。
- フラッシングホールの設計: ビット面の適切かつ適切な位置にあるフラッシング チャネルは、切粉を除去し、超硬を冷却するために不可欠です。フラッシングポートが詰まっているか、サイズが小さすぎると、貫通速度が低下し、熱に関連したカーバイドの劣化が増加します。
超硬穴あけ工具の耐用年数を延ばす方法
炭化タングステン削岩ツールは、掘削消耗品コストのかなりの部分を占めます。規律あるツール管理と運用慣行により、耐用年数が大幅に延長され、メーターあたりのコストが削減されます。
スケジュールに従ってボタンビットを再研磨する
ボタンビットの再研磨は、超硬工具管理において最もコスト効率の高い方法の 1 つです。ボタンが磨耗すると、ボタンの上部に磨耗平坦部が生じ、貫通率が低下し、穴あけメートルあたりのエネルギー入力が増加します。再研磨により、摩耗平坦部が大きくなりすぎる前に、元のボタンのプロファイルが復元されます。経験則では、摩耗平坦部の直径がボタン直径の 30 ~ 40% に達したら再研磨します。待ち時間が長すぎると、再研磨サイクルごとにより多くの炭化物を除去する必要があり、ビットがリタイアするまでの合計再研磨サイクル数が短くなります。
送り力と衝撃エネルギーを地形に適合させる
軟岩に過剰な送り力や打撃圧力を加えると、超硬の割れやインサートの損失が発生する一般的な原因になります。超硬は衝撃によって岩石を粉砕するように設計されています。貫通が速すぎて切り粉を洗い流せない場合、ドリルビットが固まり、個々のインサートに応力が集中する可能性があります。送り、回転速度、衝撃エネルギーを地層の圧縮強度に合わせます。ほとんどの掘削装置メーカーは、特定の岩石クラスに推奨される動作パラメータを提供しています。
適切な洗浄を維持する
不十分なフラッシングは、超硬工具の早期故障の大部分の原因となります。排出されなかった切粉は穴の底に詰まり、ドリル面に対する岩石の切り粉の再研磨を引き起こし、摩耗を加速させます。エアフラッシングの場合は、ボアホールの最低空気速度を 15 ~ 20 m/s に維持してください。水または泡によるフラッシングの場合は、穴あけする穴の直径に対して十分な流量を確保してください。ビットのフラッシング ポートを定期的に検査して解消します。部分的に詰まっている場合でも、フラッシングの効果は大幅に低下します。
適切な保管と取り扱い
炭化タングステンは硬いですが、衝撃による損傷を免れません。ビットを硬い表面に落としたり、ビンの中にビットがぶつかり合うような状態で保管すると、使用開始前に超硬インサートが欠ける原因になります。ビットは専用ラックまたは仕切りのある保護された容器に垂直に保管してください。工具箱にバラして入れるのではなく、工具バッグに入れてドリル面に往復移動します。
一般的な故障モードとその内容
磨耗または故障したタングステンカーバイド削岩ツールを調べると、ツールの選択、ドリルのセットアップ、または運用方法を変更する必要があるかどうかについて多くのことがわかります。最も一般的な失敗パターンとその原因は次のとおりです。
- すべてのボタンの平らな摩耗: 通常の摩耗 - 工具は適切に使用されました。再研磨を進めます。
- ひび割れまたは壊れたボタン: 通常、地層に対する過度の衝撃エネルギー、間違った炭化物グレード(脆すぎる)、またはボイドまたは断層帯への掘削を示します。より頑丈な超硬グレードへの切り替えを検討してください。
- ボタンの紛失 (空のソケット): 不適切な圧入、スチール製ソケットの疲労亀裂、または横方向の力でインサートが引き抜かれるボーキング現象が原因で発生します。スチール製本体にソケットの亀裂がないか検査します。
- 不均一な摩耗 (ゲージボタンの摩耗が早くなる): 穴が大きすぎる場合によく発生し、ビットがドリフトしてゲージ ボタンに不均衡な負荷がかかる可能性があります。アライメントとスタビライザーの状態を確認します。
- ボタンの熱チェックまたは表面の亀裂: 不十分なフラッシングによる熱疲労を示します。カーバイドは過熱し、急激な温度サイクルにより亀裂が発生します。フラッシングの流れを改善し、ポートの詰まりをチェックします。
- 鋼体の浸食または洗い流し: フラッシング媒体は、超硬インサートの周囲の鋼に直接切削します。再循環する研磨粒子が原因で発生します。フラッシングポートの位置と切り粉の排出を見直してください。
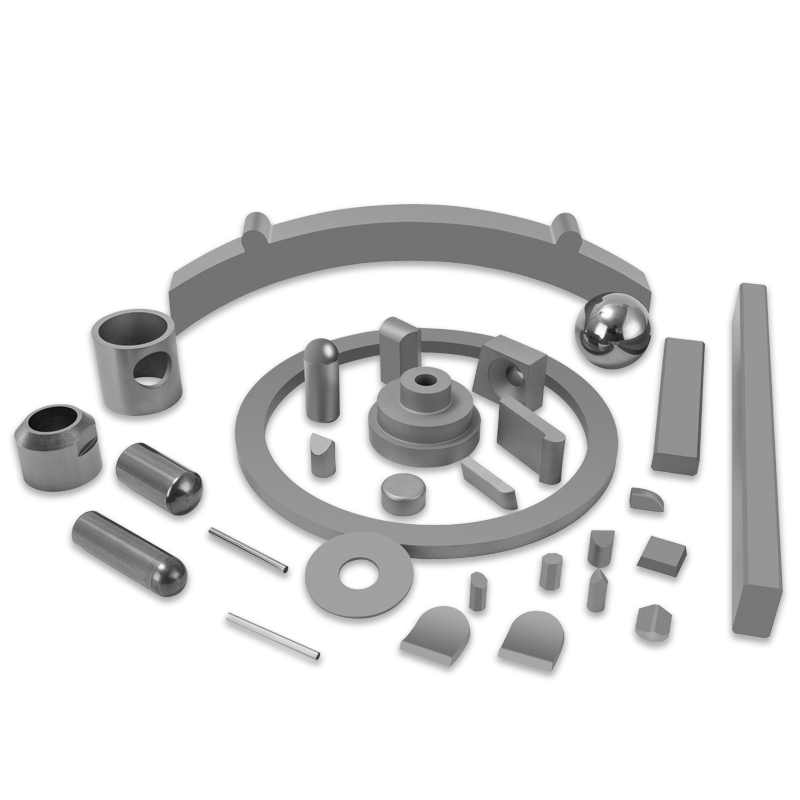
超硬削岩工具が重要な産業用途
タングステンカーバイドのドリルチップとインサートは幅広い業界で使用されており、それぞれに工具の設計や材料の選択に影響を与える特定の要件があります。
- 露天掘りと採石: 大径ボタンビットとDTHビットは、露天掘りの発破孔掘削に使用されます。通常、ドリルの直径は 89 mm ~ 311 mm の範囲で、工具寿命はビットあたりのメートル単位で測定され、トンあたりの発破コストに直接関係します。
- 地下硬岩採掘: 小径のボタンビットとクロスビットは、ドリフト、ストップ、生産穴あけに使用されます。地下の状況は複雑さを増し、アクセスの制限、換気の制限、素早いビット交換の必要性により、より長持ちする超硬工具の価値が高まります。
- 土木建設とトンネル工事: 超硬ドリルビットは、ロックボルトの取り付け、プレスプリット掘削、トンネル切羽前方の試掘コアリングに使用されます。予期せぬ機器のダウンタイムがプロジェクトのスケジュールや作業者の安全に影響を与えるこのような用途では、ツールの信頼性が特に重要です。
- 井戸と地熱掘削: 超硬インサートを備えた DTH ハンマービットは、硬い岩層を通る井戸の掘削に広く使用されています。これらのアプリケーションでは、ビットあたりの高いメーター出力と、頻繁にビットを変更することなく、さまざまな編成で信頼性の高いパフォーマンスが求められます。
- 石油とガスの探査: タングステンカーバイドインサートを備えたトリコーンビットは、油井やガス井の硬くて摩耗性の地層を穴あけします。このような用途では、ビットのコストは 1 日あたりのリグ時間コストに比べれば重要ではないため、超硬インサートの品質とビットの耐久性が最も重要になります。
炭化タングステン削岩ツールを購入する際に注意すべき点
超硬穴あけ工具の世界市場は、ヨーロッパや北米の高級メーカーからアジアの幅広いサプライヤーまで多岐にわたります。価格の差は大きいですが、工具の価値を評価するための正しい指標は、購入価格ではなく、掘削された 1 メートルあたりのコストです。
サプライヤーを評価する際は、粒径、コバルト含有量、硬度 (HRA または HV)、抗折力 (TRS) などの認定超硬グレードの仕様を問い合わせてください。評判の良いメーカーはこれらの値を提供しており、フォーメーションに特定のグレードを推奨できます。同様の地質条件での操業からのフィールドテストデータまたは参考資料をリクエストしてください。コストが 20% 高いビットでも、1 ビット当たりのドリル穴数が 50% 多いということは、明確な価値をもたらします。ただし、サプライヤーと契約する前に、その主張を検証するためのデータが必要です。
また、アフターサービス サポート (再研磨サービスや再研磨装置の利用可能性、交換用工具の納期、故障モードのトラブルシューティングのための技術サポート) も考慮してください。遠隔地での操業は、工具の待機中に発生するドリルのダウンタイムがビット価格の節約よりもはるかに大きなコストになる可能性があるため、地域的な在庫と迅速な物流を備えたサプライヤーから特に恩恵を受けます。
当社の製品 //
関連商品