JP
トンネルボーリングマシン用の超硬インサート: その概要と重要な理由
業界ニュース-トンネルボーリングにおける炭化タングステンインサートの役割
トンネル掘削機用の炭化タングステンインサートは、トンネル切羽の岩石や土の層を破壊、削り取り、分解する主要な切削要素です。硬い地盤または混合地盤の条件でトンネルを 1 メートル前進できるかどうかは、これらのインサートが切削形状を維持し、摩耗に抵抗し、回転するカッターヘッドが深さの岩盤と接触するときに発生する巨大な衝撃と圧縮力を吸収する能力にかかっています。超硬インサートを適切に指定および保守しないと、貫通率が急激に低下し、カッターの消費量が増加し、トンネル掘削プロジェクト全体の経済性が急速に悪化します。
インサート自体はコンパクトなコンポーネントであり、通常、重要な寸法は数ミリメートルから数センチメートルの範囲にありますが、非常に高い精度で設計されています。炭化タングステンのグレード、結合剤の含有量、粒度、インサートの形状、ろう付けまたは圧入取り付けシステムはすべて変数であり、インサートのメーカーは特定の切削用途に合わせて最適化します。石灰岩では優れた性能を発揮する超硬インサート仕様でも、花崗岩や珪岩では早期に摩耗したり破損したり、その逆も同様です。なぜそうなるのか、そして正しい仕様を選択する方法を理解することは、効果的な TBM ツールの調達と、現場での費用のかかる試行錯誤を分ける実践的な知識です。
炭化タングステンとは何か、そしてなぜTBM切削工具に使用されるのか
炭化タングステン (WC) はタングステンと炭素の化合物で、純粋な焼結形態では入手可能なエンジニアリング材料の中で最も硬いものの 1 つであり、商業的に実用的な切削工具材料の中でダイヤモンドと立方晶窒化ホウ素に次ぐものです。 TBMインサートに使用される超硬合金製品では、1300℃を超える温度でのプレスおよび液相焼結を含む粉末冶金プロセスを通じて、炭化タングステン粒子が金属結合剤(特定の耐食グレードではニッケルおよびニッケルクロム結合剤が使用されるが、ほぼ一般的にはコバルト(Co))で結合されます。
その結果、硬質 WC 粒子が極度の硬度と耐摩耗性を提供し、コバルト結合剤マトリックスが靭性と衝撃時の耐破壊性を提供する複合材料が得られます。重要な洞察は、硬度と靱性が超硬合金の張力に存在するということです。一般に、一方を高めるともう一方が犠牲になります。コバルト含有量が低く、粒径が細かいグレードはより硬く、耐摩耗性が高くなりますが、より脆くなります。コバルト含有量が高く、粒子サイズが粗いグレードは、より強靱で耐衝撃性が高くなりますが、摩耗条件下ではより早く摩耗します。 TBM 超硬インサートに適切な材種を選択するということは、特定の岩石の種類、地層の磨耗性、関連する切削機構に応じて、この硬度と靱性のトレードオフの最適な位置を見つけることを意味します。
特に TBM 用途の場合、超硬合金はあらゆる実用的な代替品よりも優れた性能を発揮します。スチール製の先端は、許容可能な貫通率での岩石の磨耗に耐える硬度がありません。セラミックは競争力のある硬度を備えていますが、トンネル切羽での衝撃荷重に耐えるには破壊靱性が不十分です。ダイヤモンド先端工具は特定の高価値用途に使用されますが、TBM カッターヘッド全体に必要な切削要素の量を考慮すると実用的ではありません。超硬合金は、硬度、靱性、熱安定性、工業規模での製造容易性の組み合わせにより、世界のトンネル業界における硬岩および混合粉砕TBM切削インサートの標準ソリューションとなっています。
TBM超硬インサートの種類とその機能
TBM カッターヘッドのすべてのタングステンカーバイドインサートが同じ機能を発揮するわけではありません。カッターヘッドは、さまざまな種類のツールが複雑に組み立てられたもので、それぞれが岩石の破壊および材料除去プロセスで特定のタスクを実行するように配置されています。これらのインサート タイプの違いを理解することは、各位置に適切な超硬材種と形状を指定するための基本です。
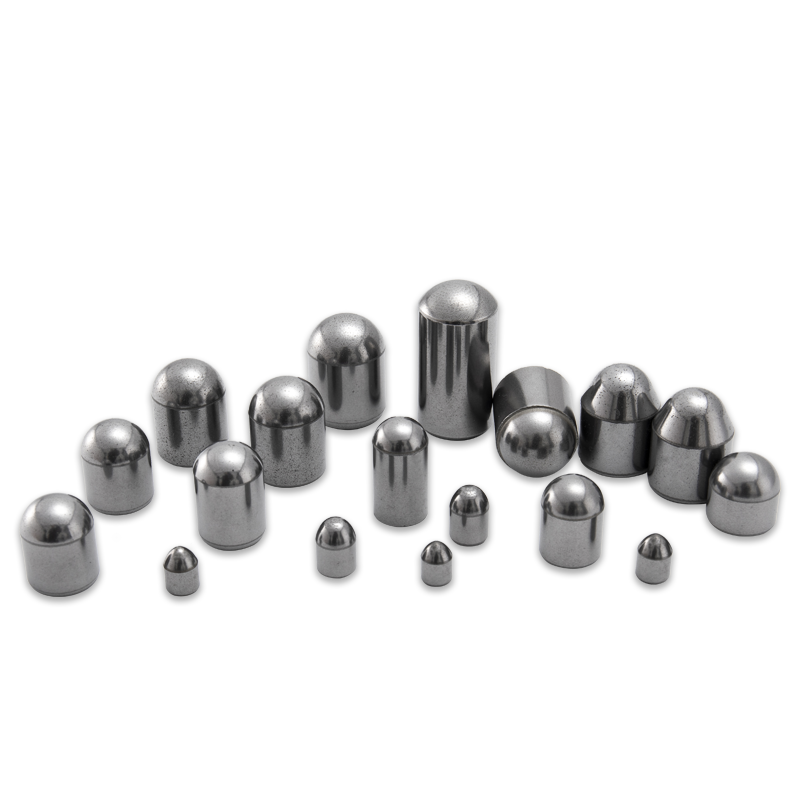
ディスクカッターインサート
ディスクカッターは、ハードロックTBMの主な切削工具です。ディスク カッターは、ハブ アセンブリに取り付けられたスチール リング (ディスク) で構成されており、カッターヘッドの回転に合わせて自由に回転できます。ディスクのエッジは岩肌に接触し、直接切断するのではなく、ローリングインデント機構を通じて引張破壊を生成します。ディスクカッター用途における炭化タングステンインサートは、通常、ディスクリングエッジに埋め込まれるか、複合ディスク設計のコンタクトエッジ材料として使用されます。これらのインサートは、岩石との接触点での高い圧縮応力、繰り返しの衝撃サイクルによる疲労負荷、岩石基質内の硬質鉱物、特に石英による摩耗に耐える必要があります。コバルト含有量が中程度(Co 8 ~ 12%)で、粒径が細粒から中粒のグレードが、硬岩用途のディスク カッター インサートに一般的に指定されています。
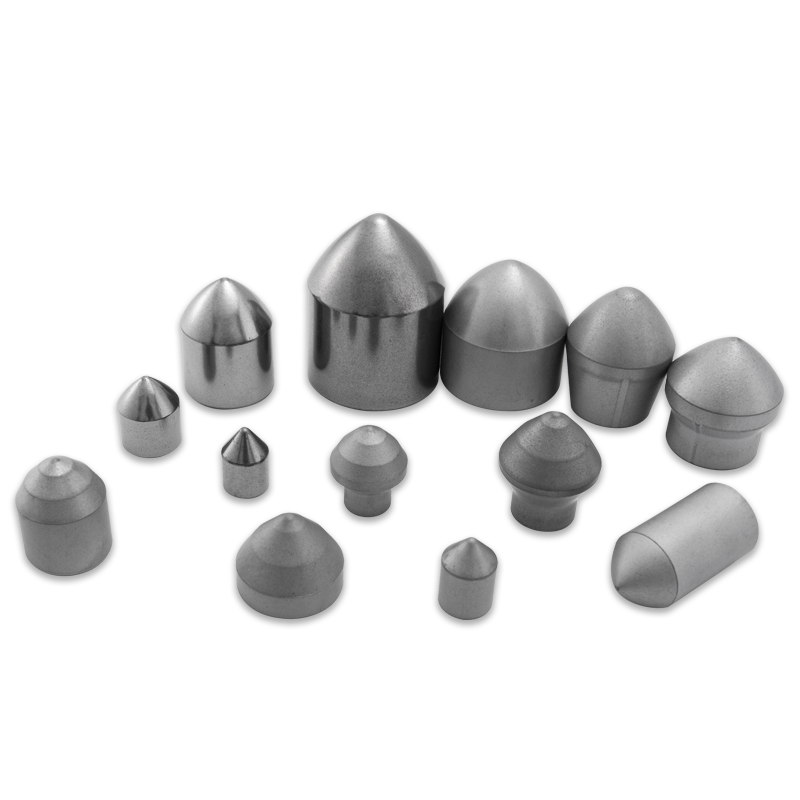
ドラッグツール用のボタンおよびスタッドインサート
軟らかいから中程度の硬さの地面や混合面の条件では、TBM は、地層を削ったりせん断したりする動作で地層に係合するタングステンカーバイドのボタンやスタッドインサートを取り付けたドラッグツール (ピック、スクレーパー、ゲージカッター) を使用します。ボタンインサートは、鋼製ツール本体に圧入された半球状または弾道プロファイル超硬形状です。スタッドインサートは、先端が硬化された円筒形のシャンクで、準備されたシートに圧入またはろう付けされます。これらのインサートは、ディスク カッター インサートよりも低い圧縮荷重を受けますが、より高い横方向せん断力と、岩と土壌の混合接触によるより多様な衝撃を受けます。コバルト含有量が高く(Co 12 ~ 16%)、粒径が粗いグレードは、より硬い低コバルト グレードと比較して耐摩耗性を犠牲にして、これらの荷重条件下での破壊に耐えるのに必要な靭性を提供します。
ゲージおよびゲージカッターインサート
ゲージ カッターは TBM カッターヘッドの外周に配置され、トンネルのプロファイルを必要な直径に切断します。これらは、1 回転あたりの周方向移動距離が最も長いため、最高の切断速度と、プロファイルの不規則性やトンネル境界の混合地盤条件による重大な衝撃荷重の組み合わせを経験します。ゲージカッターインサートは、カッターヘッド上で最も厳しい摩耗条件の一部にさらされやすいため、インサートの交換が必要になる前に、摩耗に耐えるためにより多くの炭化物量を提供する、より厳しい材種またはより大きなインサート寸法で指定されることがよくあります。
バケットホイールとスポークチップインサート
軟弱地盤または混合切羽条件で動作する EPB (土圧バランス) およびスラリー TBM では、カッターヘッドのスポークとバケットホイールの開口部に超硬チップの摩耗要素が取り付けられており、緩んだ材料が機械にすくい込まれる際の摩耗から鋼構造を保護します。これらの摩耗保護インサートは通常、刃先の鋭さよりも構造の完全性を優先し、泥流中の岩石の破片や硬い介在物からの衝撃に耐える高靭性グレードで仕様化されています。
岩石の種類と摩耗性による超硬グレードの選択
トンネル切羽の地質条件は、超硬インサートのグレード選択の主な要因となります。岩石摩耗性は、Cerchar Abrasivity Index (CAI) や LCPC 摩耗試験などの標準化された試験を通じて定量化され、超硬インサートの摩耗速度と衝撃荷重下での壊滅的な破壊の可能性を直接予測します。インサートのグレードを岩石の摩耗性に適合させることは、TBM 超硬インサートの仕様において最も重要な唯一の決定事項です。
| 岩の種類 | 一般的な CAI 範囲 | 推奨されるココンテンツ | 粒度 | 一次摩耗メカニズム |
| 石灰岩 / 大理石 | 0.1~0.5 | 10~14% | 中 | 摩耗が少ない。破面からの衝撃 |
| 砂岩 | 0.5~2.5 | 8~12% | 上質から中程度 | 石英粒子による中程度の摩耗 |
| 花崗岩 | 2.0~4.5 | 6~10% | 罰金 | 高い摩耗性。疲労亀裂 |
| 珪岩 | 3.5~6.0 | 6~9% | 極細から細目まで | 重度の摩耗。マイクロチッピング |
| 玄武岩 / ドレライト | 1.5~3.5 | 8~12% | 上質から中程度 | 硬い介在物による摩耗や衝撃 |
| 混合顔 / 氷河ティル | 変数 | 12~16% | 中 to coarse | 丸石による衝撃破壊。変動摩耗 |
約 2.0 という CAI しきい値が、超硬グレードの選択における実際的な決定点となります。この値を下回ると、コバルト含有量が高く、粒度が中程度のグレードは、靭性と耐摩耗性のバランスが取れています。 CAI 2.0を超えると、高コバルトグレードの摩耗速度は非経済的になるため、仕様は、ある程度の靱性を犠牲にして硬度を維持する、コバルト含有量が低く、より微細な粒子グレードに移行する必要があります。 CAI 4.0 を超える地層(極度の珪岩や一部の研磨性の集合体)では、高品質の微粒子低コバルトグレードでも急速に摩耗し、インサートの交換頻度は避けられるコストではなく、プロジェクト計画の要素となります。
チップ形状とその切削性能への影響
炭化タングステン TBM インサートの形状 (プロファイル形状、先端角度、寸法比率) は、岩石の表面にどのように係合するか、超硬本体内の応力をどのように分散するか、そしてインサートが摩耗するにつれて性能がどのように変化するかを決定します。形状の最適化は、チップの寿命と切削効率を最大化する上で、材種の選択と同じくらい重要です。
半球ボタンインサート
半球状のプロファイルは、柔らかい地面から中程度の硬い地面でのドラッグ ツール ボタンのインサートに最も一般的な形状です。丸みを帯びた先端により、接触応力が広い表面積に均等に分散され、より鋭いプロファイルで破壊を引き起こすピーク応力集中が軽減されます。半球が磨耗するにつれて、その形状は徐々に進化します。部分的に磨耗した半球でも依然として機能的な切削プロファイルを維持します。これは、交換が必要になる前にインサートがその体積のかなりの部分で機能し続けることを意味します。硬い岩石における半球状のプロファイルの主な制限は、より鋭いプロファイルと比較して、同じ押し込み深さを達成するためにより高い貫入力が必要となることであり、貫入力が制限要因となる地層では切削効率が低下します。
弾道プロファイルと円錐プロファイル
弾道インサートは、先端が丸くなっていますが、半球よりも急な角度でより円筒形の本体に移行する、楕円形の先端プロファイルを持っています。この形状は、半球よりも効果的に接触応力を集中させ、同じ力を加えた場合に硬い岩石への貫通力を向上させますが、横方向から衝撃が加わったり、硬い介在物を含む地層で使用されたりすると、破壊されやすくなります。先端角度が規定された円錐形インサートは貫通効率の利点をさらに広げますが、標準プロファイルの中で最も破損しやすいものです。円錐形および弾道性の TBM 超硬インサートは、通常、切削効率が優先され、衝撃荷重が予測可能で管理可能な地層向けに仕様化されています。
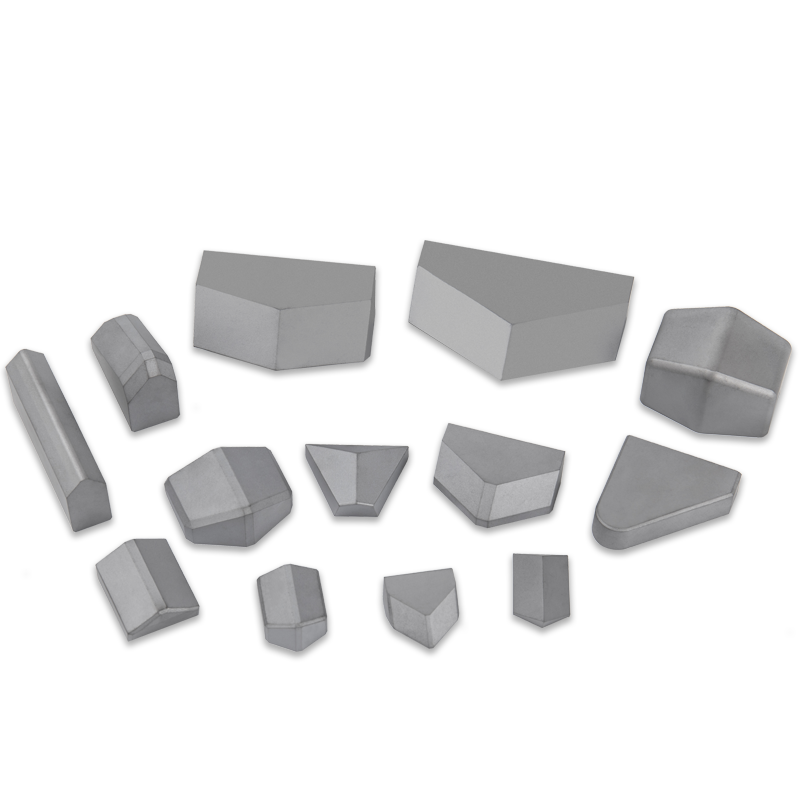
チゼルとウェッジのプロファイル
チゼルプロファイルインサートは、岩肌に対して点接触ではなく、直線的な切れ刃を提供します。この形状は、軟質から中程度の地層のせん断と削り取りに効果的で、定義された切断形状が必要なゲージ カッターやプロファイル カッターの位置で一般的に使用されます。チゼルエッジは摩耗条件下ですぐに摩耗して平らになり、切削機構がせん断からプラウに移行します。これにより、必要な切削力が増加し、インサート面でより多くの熱が発生するという大幅な性能変化が生じます。したがって、チゼルインサートの摩耗を監視し、平坦摩耗のしきい値またはその前に交換することは、ボタンインサートの形状を使用する場合よりも時間が重要です。

摩耗のメカニズムとその見分け方
現場でTBM超硬インサートに影響を与える特定の摩耗メカニズムを特定することは、現在のインサートの仕様が地盤条件に適切であるかどうか、また介入(勾配の変更、形状の変更、動作パラメータの調整)が性能を向上させる可能性が高いかどうかを診断するための出発点です。主な摩耗モードは外観が異なり、根本的な原因も異なります。
- 摩耗(平坦摩耗): 岩石中の硬い鉱物粒子によってインサート先端の表面から炭化物材料が徐々に除去され、滑らかな平坦またはファセットのある磨耗表面が生成されます。これは、研磨層で予想される摩耗モードであり、岩石の摩耗性と炭化物グレードの硬度によって決まる速度でインサートが炭化物の体積を消費していることを示しています。偏摩耗率が予想よりも高い場合は、コバルトが低く、粒子が細かいグレードに移行することを検討してください。ただし、存在する衝撃条件に対して十分な靭性が維持されていることを確認してください。
- チッピングと微小破壊: 超硬チップの小規模な破損。不規則なエッジの破損または穴のある表面テクスチャとして見えます。チッピングは通常、現在の材種が存在する衝撃条件に対して硬すぎて脆いことを示しています。結合剤が変形して衝撃エネルギーを吸収する前に炭化物が破壊されています。この摩耗モードは、研磨条件用に指定された低コバルト材種が予期しない硬い介在物や破砕帯に遭遇した場合に一般的です。解決策は通常、コバルト含有量または粒子サイズを増やして靭性を向上させることです。
- 重大な骨折: インサート本体の壊滅的な破損。取り付けシャンク上のインサートのかなりの部分またはすべてが失われます。この破損モードは、重大な過負荷を示します。通常は、予想外に硬い岩との衝突、地層強度の突然の変化、またはインサートのベースに応力集中を引き起こす不適切なインサートの取り付けが原因です。重大な破壊はインサートを即座に破壊し、工具本体を損傷する可能性があるため、回避すべき高コストの故障モードとなります。
- 熱亀裂: インサート先端から放射状に広がる表面亀裂のネットワーク。「ヒートチェック」とも呼ばれます。これは、すくい面の摩擦熱が超硬合金の熱疲労耐性を超える急速な熱サイクルを引き起こすときに発生します。熱亀裂は、乾式切削条件(工具面への冷却水の供給が不十分であることを示します)、または浸透率が非常に高く、持続的な摩擦熱が発生する場合に発生しやすくなります。熱亀裂に対する主な対応策は、冷却水の供給を改善し、切削パラメータを見直すことです。
- コバルトバインダーの浸出: 酸性の地下水や化学的に攻撃的な間隙流体では、炭化物マトリックス内のコバルト結合剤が選択的に溶解され、非常に破壊されやすい脆弱な炭化物の骨格が残ることがあります。この破損モードは、インサートの多孔質の灰色の表面テクスチャによって識別でき、地下水の化学分析によって確認されます。ニッケルまたはニッケルクロム結合超硬グレードは、酸性条件下で大幅に優れた耐食性を提供するため、結合剤の浸出が既知のリスクまたは疑わしいリスクである場合に指定する必要があります。
設置、検査、交換の手順
使用中のタングステンカーバイドインサートの性能は、設置の品質、トンネル掘削中の検査の頻度と厳密さ、交換のトリガーとなる基準によって大きく影響されます。これらの分野のいずれかで不適切な慣行が発生すると、超硬材種がどれほど適切に指定されているかに関係なく、インサートの耐用年数が短くなり、1 メートルあたりの工具コストが増加します。
インストール要件
プレスフィット ボタン インサートは、インサート シャンクとツール本体の準備済みシートとの間に正しい締まりばめで取り付ける必要があります。しめしろが少なすぎると、切削力によってインサートが回転したり緩んだりして摩耗が加速し、最終的にはインサートの損失につながります。干渉が多すぎると、取り付け時に超硬シャンクに引張フープ応力が発生し、亀裂が発生し、使用中に亀裂が伝播して破損する可能性があります。メーカーは、インサートの直径と本体材料の組み合わせごとに必要なしまりばめを指定しています。これらの仕様は正確に従う必要があり、取り付け前にシートの寸法をゲージ測定で確認する必要があります。ろう付けインサートでは、ろう付け界面に隣接する炭化物を亀裂させることなく切削力に耐えるのに必要な結合強度を達成するために、正しいろう付け合金の選択、フラックスの塗布、およびろう付け接合部の厚さの制御が必要です。
稼働中検査プロトコル
TBM カッターヘッドの検査間隔は、地盤の状態やプロジェクトの要件によって異なりますが、通常、中程度の硬さの地盤では 300 ~ 600 メートルの前進ごとに行われ、摩耗性の高い地層ではより頻繁に行われます。各検査中、すべてのインサート位置を上記の摩耗モードについて目視検査し、深さゲージを使用して代表的な位置でインサートの摩耗深さを測定する必要があります。連続する検査間隔にわたってカッターヘッドの各位置の摩耗を記録するインサート摩耗マップにより、局所的な地層の変化、冷却水供給の問題、または調査が必要なカッターヘッドの回転の不均衡を示す可能性のある異常に高い摩耗率の位置を特定できます。
交換基準
インサートは、鋼製工具本体が岩肌に接触し始める点まで摩耗する前に交換する必要があります。その時点で、工具本体は急速に摩耗し、工具本体の交換コストは、インサートの稼働時間を最大化することによる節約をはるかに上回ります。ボタンインサートの一般的な交換基準では、最大平坦摩耗直径が元のインサート直径の 60 ~ 70% と規定されており、これを超えると摩耗速度が非線形に加速し、重大な破損のリスクが大幅に増加します。ディスクカッターの場合、リングの摩耗は元の仕様からのリング直径の減少を測定することによって監視され、通常はリングの設計に応じて直径が 5 ~ 10 mm 減少する摩耗限界で交換が開始されます。
TBM 超硬インサートを調達する際の重要な要素
トンネル掘削機用の炭化タングステン インサートの調達には、地下建設環境に特有の技術的、商業的、物流的な考慮事項が含まれます。間違った製品を指定したり、運転中に在庫がなくなったりした場合の影響は、ほとんどの産業用消耗品の購入よりも、調達の決定がはるかに重大なものになるほど深刻です。
- 材料認定とグレードデータシートをリクエストしてください。 信頼できる超硬インサートのサプライヤーは、各生産バッチの硬度 (HRA または HV30)、抗折力、密度、およびコバルト含有量を確認する材料試験証明書を提供する必要があります。供給されたグレードが仕様と一致し、バッチ間の一貫性が維持されていることを確認します。バッチ間のグレードのばらつきは、市場の末端で事業を行っている一部のメーカーでは既知の品質問題です。
- 工具本体の仕様に対する寸法公差を確認してください。 プレスフィット用途のインサートシャンク直径の公差は、通常、±0.01 ~ 0.02 mm の範囲で指定されます。供給されたインサートが指定された公差範囲を満たしていることを確認する寸法検査レポートを要求してください。公差外のインサートは視覚的に検出できず、取り付けの問題や使用中の早期故障の原因となります。
- プロジェクト期間中、適切な安全在庫を維持します。 研磨性の高い地面での TBM ドライブはインサートを急速に消費します。研磨性の高い花崗岩や珪岩のドライブでは、1 週間に数百個のインサートが消費されることも珍しくありません。予想される地層摩耗性、計画浸透率、カッターヘッドの設計に基づいて消費量予測を確立し、プロジェクト現場での予測消費量の少なくとも 4 ~ 6 週間をカバーできる安全在庫のサイズを設定します。 TBM 推進中のサプライ チェーンの混乱は、プロジェクトのスケジュールに直接かつ即時に影響を与えます。
- 単価ではなく総所有コストを考慮してください。 コストが 20% 高くなりますが、特定の地層での寿命が 50% 長い超硬インサートは、前進 1 メートルあたりの工具コストを約 25% 削減し、同時に検査と交換にかかる人件費も削減します。インサートサプライヤーを、単価だけではなく、比較可能なプロジェクトのメートルあたりのコストパフォーマンスデータに基づいて評価することは、一貫してより良いプロジェクトの成果を生み出し、世界中の経験豊富なTBM請負業者によって使用されるアプローチです。
- 新規または困難な構成については、サプライヤーの技術サポートを利用します。 プロジェクトの地質に、標準的な硬岩または軟弱地盤のカテゴリー外の地層 (高度に破砕された岩石、化学的に攻撃的な地下水、極度の摩耗性、または大きな岩との混合面) が含まれる場合は、インサートサプライヤーの技術チームと協力して、打ち込みを開始する前にインサートの仕様を開発および検証します。プロジェクト前の技術レビューにかかるコストは、ライブドライブ中に挿入が早期に失敗して不適切な仕様を発見するコストに比べれば、取るに足らないものです。
当社の製品 //
関連商品