JP
超硬ロードミーリングツール: 概要、仕組み、および最大限に活用する方法
業界ニュース-超硬ロードミーリングツールとは何か、そしてなぜそれが重要なのか
タングステンカーバイド道路フライス工具 (一般に超硬フライスピック、道路プレーナビット、冷間フライス歯、または舗装フライスカッターとも呼ばれます) は、冷間フライス盤の回転ドラムに取り付けられた個々の切削要素です。道路フライス盤がアスファルトまたはコンクリート舗装表面を通過するとき、舗装材料を破壊、切断、除去するという実際の作業を行うのは、小さいながらも非常に硬い超硬チップを備えた工具です。各ツールは、鋼製本体、硬化鋼製のホルダーまたはブロック アセンブリ、および刃先にろう付けまたは圧入されたタングステン カーバイド チップで構成される、精密に設計されたコンポーネントです。タングステンカーバイドチップは工具の最終部分です。チップは舗装に直接接触し、毎分 100 回転を超えるドラム回転速度でのフライス加工中に発生する衝撃、摩耗、圧縮、熱の複合応力に耐える必要があります。
タングステンカーバイドがロードミーリングツールチップの材料として選ばれる理由は、その硬度と耐摩耗性の驚異的な組み合わせにあります。モース硬度でダイヤモンドに次ぐ約 9.5 の硬度と、高速度鋼やその他の工具材料をはるかに上回る圧縮強度を備えたタングステンカーバイドは、舗装フライス加工の極端な摩耗条件にさらされた場合でも、代替材料よりもはるかに長くその切削形状を維持します。これは、工具の交換頻度の低下、機械のダウンタイムの削減、工具の耐用年数全体にわたる切削品質の一貫性の向上、そして最終的にはフライス加工面の平方メートル当たりの総コストの削減に直接つながります。工具の消費が最も重要な変動運用コストの 1 つである道路の修復や舗装のメンテナンス作業では、タングステンカーバイドフライス工具の品質と仕様がプロジェクトの収益性に目に見える影響を与えます。
超硬フライスピックの構造
超硬ロードミリングツールの構造を理解することは、異なる設計がさまざまな舗装条件で異なる性能を発揮する理由、および最適な性能と工具寿命を達成するために工具の仕様を用途に適合させることがなぜ非常に重要であるかを説明するのに役立ちます。
炭化タングステンチップ
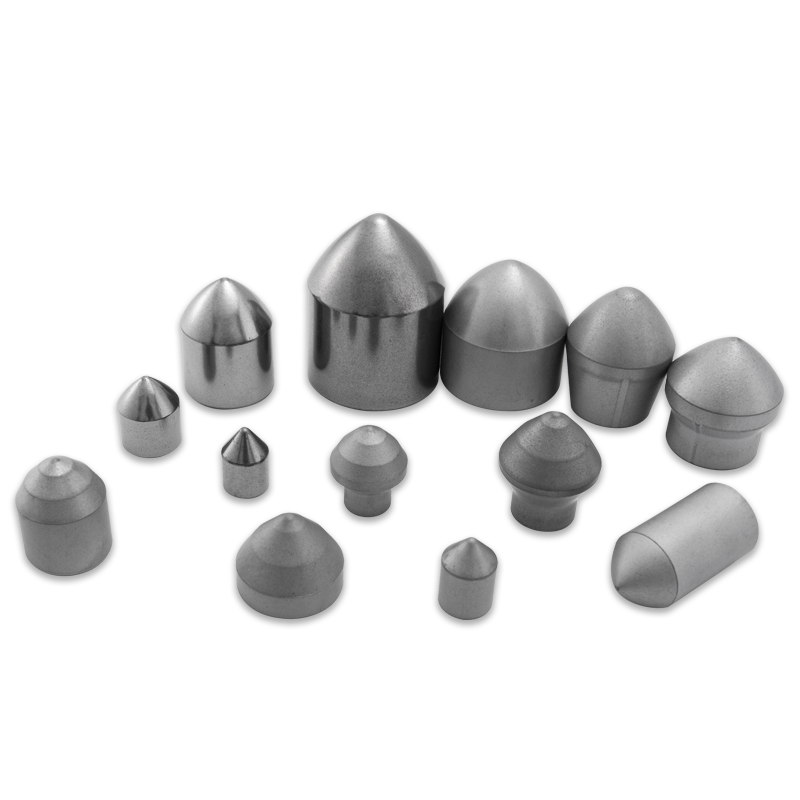
超硬チップは、道路フライス工具の技術的に最も重要なコンポーネントです。超硬合金タングステンから製造されています。超硬合金は、炭化タングステン粉末を金属結合剤 (最も一般的にはコバルト) と非常に高い温度と圧力で焼結して生成される複合材料です。完成した超硬チップの特性は、炭化タングステン粉末の粒径、コバルト結合剤の含有量、および焼結条件によって決まります。コバルト含有量が低い (6 ~ 8%) 微粒子炭化物グレードは、最高の硬度と耐摩耗性を実現し、硬い骨材やコンクリート舗装の粉砕などの高摩耗用途に適しています。コバルト含有量が高い(10 ~ 12%)粒子の粗いグレードは、靱性と耐衝撃性を向上させるためにある程度の硬度を犠牲にしており、工具が断続的に大きな衝撃を受ける、ひび割れの激しい舗装や不規則な舗装での作業など、衝撃負荷を伴うフライス加工用途により適しています。先端の形状 (円錐角、先端半径、全体の形状) は、舗装に効果的に侵入する方法と、フライス加工中に切削力が工具本体全体にどのように分散されるかに影響します。
ツールボディとシャンク
鋼製工具本体は、超硬チップから工具ホルダーおよびドラムアセンブリに切削力を伝達します。通常、この車両は中炭素合金鋼から製造されており、切断中に車体を通過する舗装材からの磨耗に耐えるための表面硬度と、破損することなく衝撃荷重を吸収するためのコアの靭性のバランスを注意深く組み合わせた熱処理が施されています。シャンク直径は標準化された寸法であり、それが挿入されるツールホルダーの穴と一致する必要があります。道路フライス工具の最も一般的なシャンク直径は 22mm ですが、大型機械や特定のドラム構成では 25mm および 30mm のシャンクが使用されます。高級工具設計では、超硬チップの基部の周囲に摩耗保護ハードフェーシング リングが適用されることが多く、チップ直後の高摩耗ゾーンの鋼本体を保護し、本体の耐用年数を延ばし、超硬チップがまだ使用可能な場合でも工具全体を交換する頻度を減らします。
ツールホルダーとブロックシステム
道路フライス工具はドラムに直接溶接されていません。これらは、特定のパターンでドラム表面に溶接されるツール ホルダー (ブロック ホルダーまたはベース ブロックとも呼ばれます) に挿入されます。ツール ホルダーは 2 つの重要な機能を果たします。1 つは、切削形状と材料の流れを決定するドラム表面に対するツールの正確な角度位置を提供すること、もう 1 つはドラム自体の溶接や機械加工を必要とせずに、現場での迅速なツール交換を可能にすることです。ツールとホルダーのインターフェイスには、スプリング保持システム (通常はツール シャンクの周りのスナップ リングまたはスプリング クリップ) が使用されており、操作中にツールをしっかりと保持しながら、摩耗した場合はドリフト パンチでノックアウトして数秒で交換できます。ホルダー本体自体も定期的に監視して交換する必要がある磨耗品です。ホルダーの過度の磨耗は工具の位置ずれを引き起こし、超硬チップの損傷を加速させ、フライス加工の品質を低下させるためです。
超硬フライス工具がドラム上にどのように配置されているか、そしてそれが重要である理由
というパターン 炭化タングステンロードフライスツール ドラムに取り付けられている工具の間隔、角度方向、列の構成は、フライス加工のパフォーマンスを決定する上で工具自体と同じくらい重要です。ドラム構成は、切断効率、表面質感の品質、ドラムハウジングを通る材料の流れ、振動特性、個々の工具にわたる切断負荷の分散など、いくつかの競合する要件のバランスを取るように設計されています。
工具はドラムの周囲に螺旋状の列に配置され、各列の螺旋角度と工具間の間隔によって、フライス加工面に残るカット パターンが決まります。工具間隔が細かくなると、つまりドラム幅の単位あたりの工具数が多くなり、個々の工具カット間の尾根が小さくなり、より滑らかなフライス加工表面のテクスチャが生成されます。これは、再舗装前の一時的な走行面としてフライス加工表面を使用する場合、またはその後の舗装層の接着に表面の規則性が重要である場合に重要です。工具間隔が広いと、粗いテクスチャが生成され、工具ごとの材料除去がより積極的に行われ、単位面積あたりに必要な電力が削減されます。これは、表面仕上げ品質よりも生産性が優先される深フライス加工作業で有利になる可能性があります。
ドラム上の各工具ホルダーの角度方向、つまり半径方向の角度 (工具が回転方向にどれだけ前に傾いているか) と横方向の角度 (ドラム軸に対する工具軸の横方向の傾き) の両方が、超硬チップが舗装にどのように係合するか、切削力がどのように分散されるか、およびフライス加工された材料がどのようにコンベア システムに送られるかを制御します。ドラム構成エンジニアリングの精度は、大手メーカーの高性能フライス盤と、許容範囲の材料除去率は達成できるものの、表面の質感が劣り、工具の摩耗率が高く、機械の振動が大きくなる低品質の代替品との重要な差別化要因の 1 つです。
超硬ロードミーリングツールの種類とその特定の用途
道路フライス加工ツール市場では、さまざまな舗装材料、フライス加工の深さ、機械のサイズ、およびパフォーマンスの優先順位に合わせて最適化された、いくつかの異なるタイプのツールが提供されています。特定の用途に適した工具タイプを選択することは、フライス工具のコストと生産性を管理する上で最も影響力のある決定の 1 つです。
| ツールの種類 | 超硬チップ形状 | 最優秀アプリケーション | 主な利点 |
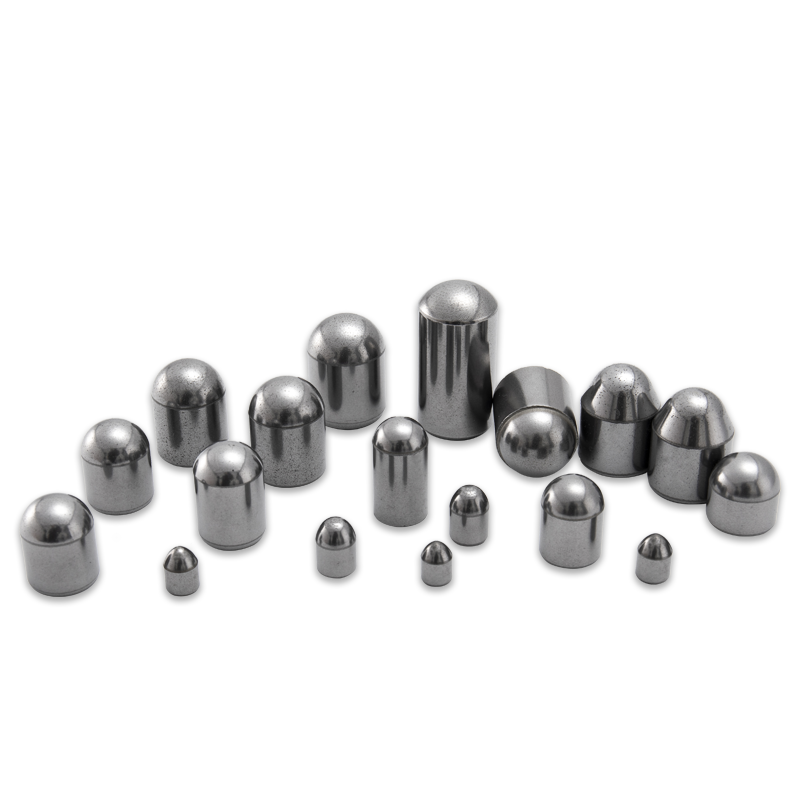
| 標準の円錐ピック | 尖った円錐、中程度の先端半径 | 一般アスファルトミリング、表層除去 | 多用途、コスト効率が高く、広く入手可能 |
| 弾道チップピック | 丸みを帯びた弾道プロファイル、より大きな先端半径 | 硬質骨材アスファルト、研磨性舗装材 | 摩耗性の高い条件下でも優れた耐摩耗性を発揮 |
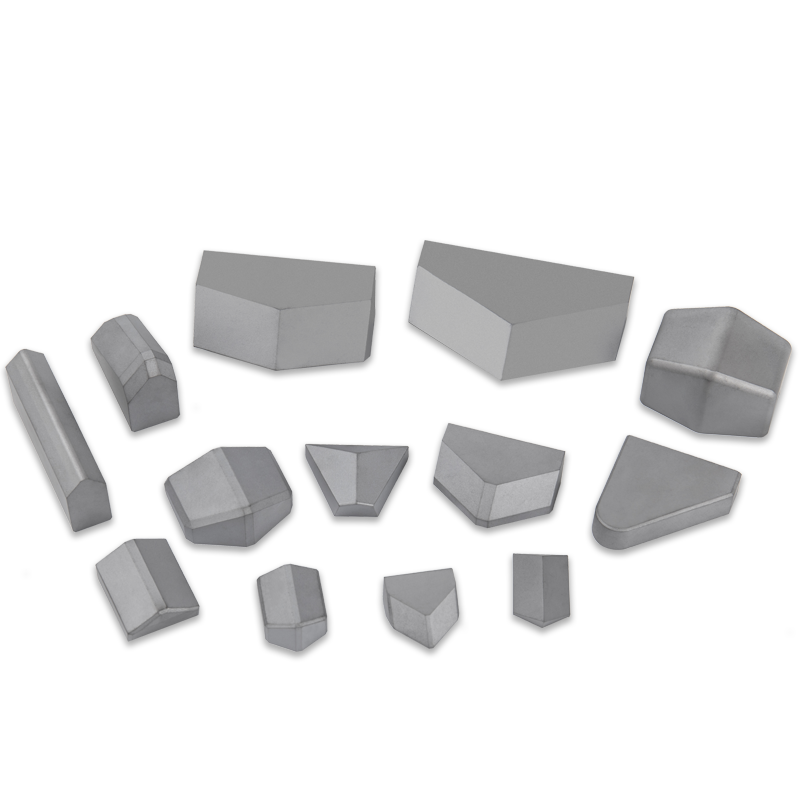
| 平面ピックまたはノミピック | 平面またはわずかに湾曲した面 | 精密フライス加工、表面倣い加工、ランブルストリップ切断 | より滑らかな表面テクスチャ、正確な深さ制御を実現します。 |
| コンクリートフライスピック | 極太チップ、強化ボディ | ポルトランドセメントコンクリート舗装撤去 | コンクリートの脆性破壊挙動に対する高い衝撃靱性 |
| エコノミー/スタンダードグレード | 標準形状、低超硬グレード | 低摩耗アスファルト、短いプロジェクト期間 | 工具寿命が主な要因ではない場合の初期費用の削減 |
| プレミアム/長寿命グレード | 最適化された形状、高品位超硬、強化ボディ | 高生産性のフライス加工、研磨舗装、または可変舗装 | 最大の工具寿命、プロジェクト全体を通じて平方メートルあたりのコストは最小 |
超硬フライスビットが現場でどのくらい長持ちするかを決定する要因
工具寿命は、道路切削プロジェクトの運用経済性を最も直接的に決定する指標です。ツール セットごとに削ることができる舗装の平方メートル数は、最も厳しい条件での数千平方メートルから、良好な条件での数万平方メートルまで、非常に異なります。この変動を引き起こす変数を理解することは、オペレーターやプロジェクト マネージャーがツールの選択、機械の設定、操作方法についてより適切な決定を下すのに役立ちます。

舗装材の硬さと骨材の種類
超硬フライス工具の寿命に最も影響を与える唯一の要素は、切削される舗装材料の硬度と摩耗性です。珪岩、花崗岩、玄武岩などの硬い火成岩の骨材を含むアスファルト舗装は、より柔らかい石灰岩や砂岩の骨材を使用したアスファルト舗装よりも摩耗性が大幅に高く、同じ粉砕条件で工具の摩耗率が 2 ~ 4 倍高くなる可能性があります。鉄筋コンクリートは最も要求の厳しい材料です。硬質骨材、セメントペースト、鉄筋補強材を組み合わせると極度の摩耗と衝撃荷重が生じ、工具寿命がアスファルトで達成可能なもののほんの一部に制限されます。作業を開始する前に、削られる舗装の集合地質を理解することは、現実的な工具消費量を予測するための重要な情報となります。
加工深さと機械動作パラメータ
フライス加工の切り込みが深くなると、工具ごとの負荷、切削界面で発生する熱、単位時間あたりに各工具が処理しなければならない材料の量が増加し、これらすべてが摩耗を促進します。フライス加工の深さと舗装の硬度に適した速度よりも高い前進速度でフライス盤を操作すると、各工具にかかる切りくずの負荷が増加し、段階的な摩耗ではなく超硬チップの破損が発生する可能性があります。これは、はるかに破壊的な故障モードです。ドラムの回転速度も重要です。材料に必要な速度よりも速くドラムを回転させると、生産性は向上せずに衝撃頻度が増加し、チップ温度が上昇して炭化物の硬度が低下し、摩耗が促進されます。特定の舗装材料に合わせて前進速度、ミリング深さ、ドラム回転速度の組み合わせを最適化することは、生産率を犠牲にすることなく工具寿命を延ばすための最も効果的な手段の 1 つです。
散水システムの性能
道路フライス盤には、動作中にドラムと工具に水を噴射するウォータースプレーシステムが装備されています。このシステムは、超硬チップを冷却して熱による硬度低下や熱亀裂を防ぐという 2 つの重要な機能と、フライス加工で発生する粉塵の雲の抑制という 2 つの重要な機能を果たします。適切な流量と各工具列を対象とした正しいノズル位置を備えた適切に機能する水スプレー システムは、水を使用しない場合やメンテナンスが不十分なスプレー システムを使用した場合と比較して、超硬工具の寿命を 20 ~ 40% 延ばすことができます。スプレー ノズルの詰まりや位置のずれは、工具の早期摩耗の一般的かつ見落とされやすい原因であり、各シフトの開始時にスプレー システムをチェックすることは、機械のセットアップの標準的な部分である必要があります。
工具の回転と摩耗の監視
タングステンカーバイド製ミーリングピックは、動作中にホルダー内で自由に回転するように設計されており、超硬チップの周囲に摩耗が均等に分散されます。ホルダーのボアが摩耗したり、破片で汚染されたり、工具のシャンクが腐食したりするために、回転できない工具は非対称に摩耗し、チップの片側に平らな部分ができ、切削効率と寿命が大幅に低下します。運転中の工具回転の定期的な検査、交換中の工具シャンクの潤滑、および工具の回転制限が生じる前に摩耗したホルダーを交換することは、高級超硬工具グレードへの投資収益率を最大化するために不可欠です。
現場で超硬フライス工具を検査、交換、管理する方法
現場での効果的な工具管理には、目に見えて故障した工具を単に交換するだけではなく、検査、交換スケジュール、記録管理に対する体系的なアプローチが必要です。プロアクティブな工具管理プログラムは、摩耗パターンを早期に発見し、深刻化する前に根本原因に対処することで、計画外のダウンタイムを削減し、表面品質の一貫性を向上させ、プロジェクトあたりの総工具コストを削減します。
- 定期的な検査間隔を確立します。 目に見える問題が現れるのを待つのではなく、定義された間隔 (通常は条件に応じてフライス加工作業の 2 ~ 4 時間ごと) でドラム全体を検査します。初期段階の工具の摩耗は、ホルダーやドラムのコンポーネントに損傷を与える致命的な工具の故障よりも管理がはるかに簡単で安価です。機械が安全にシャットダウンされロックアウトされた状態でドラムが停止している間に、懐中電灯と鏡を使用してドラムの下側を検査します。
- ツールを個別にではなくグループで置き換えます。 複数の工具が連続またはセクションで著しく摩耗している場合は、最も摩耗している個々の工具だけを交換するのではなく、グループ全体を交換してください。摩耗が混在した工具セットでは、ドラム全体に不均一な荷重分布が生じ、摩耗の激しい工具に隣接する新しい工具に過負荷がかかり、順番に摩耗が加速されます。体系的なグループに分けて工具を交換すると、ドラム全体で一貫した摩耗プロファイルが維持されます。
- 工具を交換するたびにホルダーを検査します。 ツールを取り外すたびに、ゲージでホルダーの穴の直径を測定するか、目に見える楕円形の摩耗、亀裂、または熱による変色がないか確認してください。過大に摩耗したホルダーのボア (通常、公称ボア直径より 0.5 mm 以上大きい) は、新しいツールのシャンクを正しく保持できず、ツールの回転を妨げ、交換用ツールの早期摩耗を引き起こします。摩耗したホルダーは再利用せずにすぐに交換してください。
- ドラム位置ごとに工具の消費量を記録します。 ドラム上のどの位置が工具を最も早く消費するかを追跡することで、特定の操作上の問題を示す系統的な摩耗パターンが明らかになります。特定の列での不適切な散水範囲、ドラムセクションでのホルダーの位置のずれ、または切断の特定の領域で特に激しい舗装状態などです。このデータは、単に工具を事後的に交換するのではなく、根本原因の摩耗問題を診断して修正するのに非常に貴重です。
- 正しいツール抽出およびインストール ツールを使用してください。 即席または不適切なドリフトパンチや取り付けツールを使用して、フライスピックを取り外したり取り付けたりすると、ツールシャンク、ホルダーボア、および保持スプリングクリップが損傷し、ツール保持の安全性と回転性能の両方に影響を与えるフィットの問題が発生します。必ずメーカー指定の取り外しおよび取り付け工具を使用し、すべての現場担当者にドラムのメンテナンスを許可する前に正しい手順についてトレーニングしてください。
- 予備の工具とホルダーは正しく保管してください。 炭化タングステンは脆いため、金属製の保管箱に工具が緩く放り込まれ、輸送中に衝突すると、欠けたり亀裂が入ったりする可能性があります。予備の工具は、個々の超硬チップ間の接触を防ぐ分割トレイまたはチューブ型ホルダーに保管してください。回転を妨げ、将来の工具の取り出しを困難にするシャンクの腐食を防ぐため、保管は乾燥した状態に保ってください。
OEM とアフターマーケットの超硬フライス工具: 実質コストの違いを評価する方法
道路フライス加工請負業者が最も頻繁に直面する購入決定の 1 つは、相手先商標製造業者 (OEM) のタングステンカーバイドフライス工具を使用するか、それともサードパーティサプライヤーのアフターマーケット代替品を使用するかということです。 OEM とアフターマーケットの超硬道路ミーリングピックの価格差はかなり大きい場合があります。アフターマーケットのツールは OEM の同等品よりもユニットあたり 30 ~ 60% 安いことがよくあります。しかし、関連する比較は単価ではなく、フライス舗装の平方メートルあたりのコストであり、これはツールの寿命、故障率、およびホルダーの損傷や表面品質の問題による下流コストによって異なります。
Wirtgen、Kennametal、Element Six、Betek などのメーカーのプレミアム OEM 超硬フライス工具は、付属する機械のドラム構成と動作条件に合わせて特別に設計およびテストされています。これらは、正確に指定された超硬グレード、最適化されたチップ形状、および指定条件で定義された工具寿命目標を達成することが検証された工具本体の制御された熱処理を使用しています。高級 OEM 工具の超硬材種と先端形状の公差は、多くの低コストのアフターマーケット代替品よりも厳しい仕様に保たれており、この一貫性は工具寿命の予測可能性と使用中の故障率の低下に反映されています。
冶金品質管理に投資し、同等の超硬グレードを使用し、ターゲット ホルダー システムと互換性のある寸法公差に従って製造する評判の良いアフターマーケット超硬フライス工具サプライヤーは、真の価値を提供できます。リスクは、粒子構造が粗くコバルト含有量が一貫していない低品質の超硬グレードを使用する低品質のアフターマーケット工具、早期のチップ損失につながるチップのボディへのろう付け管理が不十分であること、またはホルダへの適合性が悪く工具の回転が制限される寸法公差にあります。アフターマーケットツールを評価するには、単にツールごとの購入価格を比較するのではなく、ツールの消費率、ホルダーの磨耗、品質問題を考慮した平方メートルあたりの総コストを比較する、管理されたフィールドトライアルを実行する必要があります。コストが 40% 低いにもかかわらず、摩耗が 2 倍速くなったツールはコスト削減にならず、ホルダーの摩耗とドラムのダウンタイムの増加により追加コストが発生する可能性があります。
超硬工具の仕様を一般的な道路フライス加工用途に適合させる
道路フライス加工の用途が異なれば、炭化タングステン製フライス工具に対する要求も根本的に異なり、すべての用途で汎用工具を使用することが最も費用対効果の高いアプローチになることはほとんどありません。ツールの仕様をアプリケーションの種類に合わせることは、購入量を変更したり、より良い価格の交渉をしたりすることなく、ツールの経済性を向上させる簡単な方法です。
- 都市部の道路における表層除去 (深さ 0 ~ 40 mm): これは、道路切削請負業者にとって最も大量のアプリケーションであり、中程度の機械速度で標準アスファルトを比較的浅く切断することが含まれます。中級超硬の標準的な円錐超硬ピックが適切な選択です。極度の耐摩耗性よりも一貫した工具寿命と表面品質が優先されており、標準グレードは通常、これらの予測可能な条件において最高の平方メートル当たりコストの結果をもたらします。
- 深部フライス加工と全深さ再生 (40 ~ 300mm ): 深部フライス加工では、表面フライス加工よりも工具にかなり高い負荷と温度がかかり、深さで生成される大きなフライス加工材料の塊により、個々の工具に大きな衝撃荷重が生じます。ここでは、本体が強化され、コバルト含有量が高く衝撃靱性が向上するプレミアムグレードの超硬ピックがより良い選択となります。単価は高くなりますが、重い衝撃荷重下での靱性の向上により、深フライス加工用途で標準工具を不経済にする先端の破損が防止されるためです。
- 硬質骨材を使用した高速道路および飛行場のフライス加工: 交通量の多い高速道路の舗装では、超硬工具の先端に極度の摩耗を引き起こす珪岩または花崗岩の骨材が頻繁に使用されています。高摩耗条件下で最大の耐摩耗性を実現するために特別に配合された微粒子低コバルト炭化物グレードの弾道チップ超硬ピックは、これらの用途において常に標準ピックより優れた性能を発揮し、単価が高いにもかかわらず、工具あたりの平方メートルが大幅に増加します。
- コンクリート舗装のフライス加工と傷付け: ポルトランドセメントコンクリートのミリングは、超硬ロードミリングツールの最も要求の厳しい用途です。コンクリート骨材の極度の硬度は、大きな不規則な材料の塊とツールへの高い衝撃荷重を生み出すコンクリートの脆性破壊挙動と組み合わされて、極厚の超硬チップ、強化鋼ボディ、純粋な硬度よりも靭性が最適化された超硬グレードを備えた専用のコンクリートフライスピックを必要とします。アスファルトフライスピックをコンクリートに使用するのは誤った経済性です。故障率と工具の消費量は、汎用工具とコンクリート専用工具のコスト差をはるかに超えます。
当社の製品 //
関連商品