JP
炭化タングステン: 炭化タングステンとは何なのか、どのように作られ、どこで使用されるのかに関する完全ガイド
業界ニュース-炭化タングステンとは実際何なのか、そしてなぜそれがそれほど注目に値するのか
炭化タングステン - 工業環境では WC と略されるか、単に炭化物と呼ばれることが多い - は、タングステンと炭素原子を等しい割合で結合することによって形成される化合物です。純粋な化合物の形では、細かい灰色の粉末のように見えますが、エンジニアや製造業者が実際に扱う材料は超硬合金タングステンです。炭化タングステン粉末を金属結合剤(最も一般的にはコバルト)と一緒に超高温高圧で焼結して生成される複合材料です。この焼結プロセスにより、硬質炭化物粒子が高密度の固体材料に融合され、単一の要素だけでは実現できない特性、つまり並外れた硬度、並外れた耐摩耗性、高い圧縮強度、優れた熱伝導率、鋼の約 2 倍の密度を兼ね備えた材料が得られます。
炭化タングステンの特性を裏付ける数値は実に印象的です。ビッカース スケールでの硬度は、グレードとコバルト含有量に応じて通常 1400 ~ 1800 HV の間に収まります。これは硬化工具鋼の数倍硬く、約 10000 HV のダイヤモンドの硬度に近づきます。その圧縮強度は 6000 MPa を超える場合があり、エンジニアが利用できる圧縮において最も強力な材料の 1 つです。その融点は約 2870°C であるため、他のほとんどのエンジニアリング材料がずっと前に軟化するか破損してしまう温度でも機械的特性が維持されます。これらの特性を総合すると、超硬合金タングステンが金属の切断や採掘から医療機器やエレクトロニクスに至るまで、要求の厳しい幅広い産業用途にわたって不可欠なものとなっている理由を総合的に説明できます。
炭化タングステンの製造方法: 原石から最終グレードまで
セメンテッドの製造 炭化タングステン これは多段階のプロセスであり、タングステン鉱石の採掘から始まり、精密に設計された複合材料の特性で終了し、その特性は厳しい公差に制御されます。製造チェーンを理解すると、炭化タングステンのグレードによって性能特性が異なる理由、および原材料の品質と加工条件が最終材料の特性に直接的な影響を与える理由が明確になります。
タングステン鉱石の抽出と加工
タングステンの主な商業的供給源は鉱物灰重石 (タングステン酸カルシウム、CaWO₄) と鉄マンガン (タングステン酸鉄マンガン) です。中国は世界のタングステン生産の大半を占めており、世界生産量の約80%を占めており、ロシア、ベトナム、カナダ、ボリビアでもかなりの鉱床が見つかっている。採掘された鉱石は、まず浮遊選鉱と重力分離によって濃縮されてタングステン含有量が増加し、その後化学処理されてパラタングステン酸アンモニウム (APT) が生成されます。これはタングステンのサプライチェーンで最も一般的な中間体です。続いて、APT を水素雰囲気下で高温で還元してタングステン金属粉末を生成し、これを高温炉内で炭素と反応させて浸炭して炭化タングステン粉末を生成します。この WC 粉末の粒径はサブミクロンから数十ミクロンまであり、完成した超硬合金の粒径と硬度を直接決定する重要なパラメータです。
混合、粉砕、バインダーの添加
炭化タングステン粉末は、最も一般的な結合剤であるコバルト粉末と、通常、対象グレードに応じて重量で 3% ~ 25% の濃度でブレンドされます。これに加えて、粒子成長抑制剤 (通常、炭化バナジウムまたは炭化クロムをサブパーセント添加) やプレス潤滑剤などの他の添加剤も配合されます。次に、このブレンドをボールミルで長時間 (通常は 24 ~ 72 時間) 湿式粉砕して、緊密な混合を達成し、凝集物を破壊して、目標の粒度分布に到達します。粉砕されたスラリーを噴霧乾燥して、プレスに適した均一な粒子サイズと密度を備えた自由流動性の造粒粉末を生成します。この段階での混合の均一性は非常に重要です。粉末全体にわたるバインダーの分布にばらつきがあると、焼結部品に局所的な特性のばらつきが生じ、機械的性能と信頼性の両方が損なわれます。
プレスと成形
噴霧乾燥された粉末は、いくつかのプレス方法のうちの 1 つを使用して、希望のニアネットシェイプに圧縮されます。一軸ダイプレスは、切削インサート、ロッド、摩耗部品などの単純な形状の大量生産に使用されます。静水圧プレス(流体媒体を通してあらゆる方向から均一に圧力を加える方法)は、より複雑な形状に使用され、より均一なグリーン密度を生成し、より一貫した焼結特性につながります。押出成形は、長いロッドやチューブを製造するために使用されます。冷間プレスにより、取り扱いに十分な強度を備えた「グリーン」圧縮体が生成されますが、最終的な特性を発現させるには焼結する必要があります。一部の複雑な形状は、脱脂および焼結の前に、カーバイド、バインダー、ポリマーの混合物を射出成形(金属射出成形または MIM プロセス)することによって製造されます。
焼結
焼結 is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
研削と仕上げ
焼結炭化タングステンは硬すぎるため、従来の切削工具では加工できません。切削工具、摩耗部品、精密部品に必要な厳しい寸法公差と表面仕上げ品質を達成するには、ダイヤモンド砥石車を使用して研磨する必要があります。超硬合金のダイヤモンド研削は、熟練した資本集約的な作業であり、砥石の仕様、研削液、送り速度、ドレッシング頻度といった研削プロセスのパラメータは、完成品の寸法精度と表面下の状態の両方に大きく影響します。不適切な研削により、残留引張応力や微小亀裂が発生し、刃先の靱性や疲労寿命が低下する可能性があります。切削工具の用途では、研削された刃先は刃先処理によってさらに加工されることがよくあります。これは、制御されたホーニングまたはブラッシング操作で、規定の刃先半径を生成し、機械加工作業の衝撃や熱サイクルによる刃先のチッピングを低減することで工具寿命を向上させます。
炭化タングステンのグレードとその数値の意味を理解する
市販の超硬合金タングステンは単一の材料ではなく、コバルト含有量、炭化物の粒径、炭化チタン (TiC)、炭化タンタル (TaC)、炭化ニオブ (NbC) などの他の炭化物相の添加を調整することによって、特性が体系的に変化する一連のグレードです。グレード システムを理解することは、エンジニアや購買専門家が、最適ではない可能性のある汎用の選択肢をデフォルトで選択するのではなく、特定の用途に最適なグレードを選択するのに役立ちます。
| グレードの特徴 | 低コバルト (3 ~ 6% Co) | 中程度のコバルト (8 ~ 12% Co) | 高コバルト (15 ~ 25% Co) |
| 硬度 | 非常に高い (1700 ~ 1800 HV) | 高 (1400 ~ 1600 HV) | 中程度 (1000 ~ 1300 HV) |
| 耐摩耗性 | 素晴らしい | 良い | 中等度 |
| 靭性・耐衝撃性 | 下位 | 良い | 高 |
| 抗折力 | 中等度 | 高 | 非常に高い |
| 密度 (g/cm3) | ~15.0~15.3 | ~14.3~14.9 | ~13.0~14.0 |
| 代表的な用途 | 精密摩耗部品、伸線ダイス、シールリング | 金属切削インサート、エンドミル、ドリル | マイニングピック、道路切削工具、削岩ビット |
粒子サイズも同様に重要な変数であり、コバルト含有量と相互作用してグレードの特性バランスを決定します。細粒グレード(1 ミクロン未満の WC 粒径、サブミクロンまたは超微細に分類される)は、粗粒グレードと比較して、特定のコバルト含有量で大幅に高い硬度と耐摩耗性を実現します。一方、中粒グレード(1 ~ 3 ミクロン)はバランスの取れた硬度と靱性の組み合わせを提供し、粗粒グレード(3 ミクロン以上)は、硬度をある程度犠牲にして靱性を最大化します。超硬合金の切削材種に対する ISO 指定システム (P、M、K、N、S、H) は、切削するように設計された被削材の種類に応じて材種を分類しており、基礎となる冶金学の詳細な知識がなくても、切削工具の材種を選択するための実用的な出発点となります。
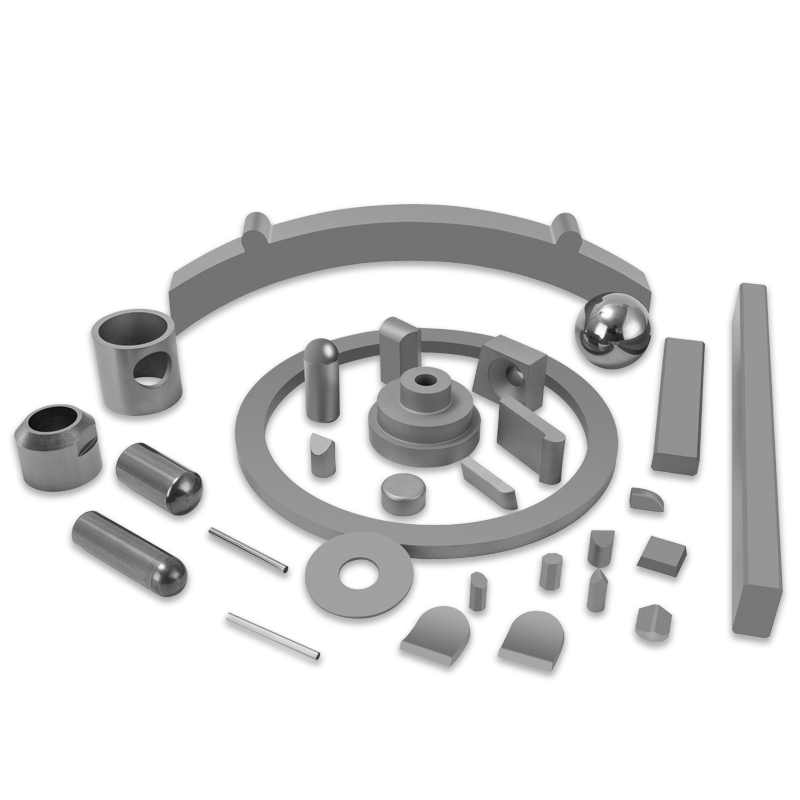
炭化タングステンの主な産業用途
超硬合金タングステンは、非常に多様な産業や用途にわたって使用されています。これらすべてに共通するのは、従来の材料では早期に破損してしまう厳しい動作環境で生き残るために、硬度、耐摩耗性、および十分な靭性を兼ね備えた材料が必要であるということです。以下の分野は、量と技術的重要性の点で最も重要なアプリケーションを表しています。
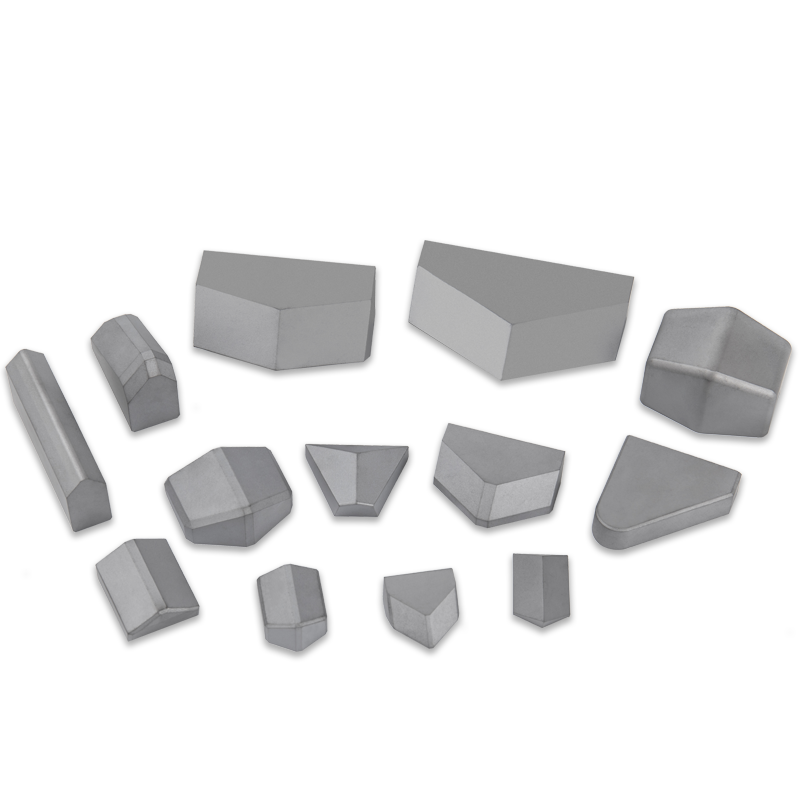
金属の切断と機械加工
金属切削(切削工具を使用して金属ワークピースから材料を除去することによる精密部品の製造)は、超硬合金の単一用途としては金額ベースで最大の用途です。超硬刃先交換式切削インサート、超硬ソリッドエンドミル、超硬ドリル、および超硬ボーリングバーは、最新の CNC マシニング センターにおける高速度鋼切削工具に大きく取って代わりました。これは、これらの切削工具が HSS の 3 ~ 10 倍の切削速度で動作し、鋭い刃先をはるかに長く維持できるためです。これは、機械の生産性の向上、部品あたりのコストの削減、機械加工されたコンポーネントの表面仕上げと寸法の一貫性の向上に直接つながります。旋削、フライス加工、穴あけ加工に使用されるインサートは、通常、物理蒸着 (PVD) または化学蒸着 (CVD) プロセスによって適用される、1 層以上の硬質セラミック コーティング (窒化チタン (TiN)、炭窒化チタン (TiCN)、酸化アルミニウム (Al2O3)、および窒化アルミニウム チタン (AlTiN) が最も一般的です) でコーティングされています。これらのコーティングは耐摩耗層を追加するため、工具寿命がさらに延長され、特に環境とコストの理由から切削液の使用が最小限に抑えられる乾式または乾式に近い機械加工において、さらに高い切削速度が可能になります。
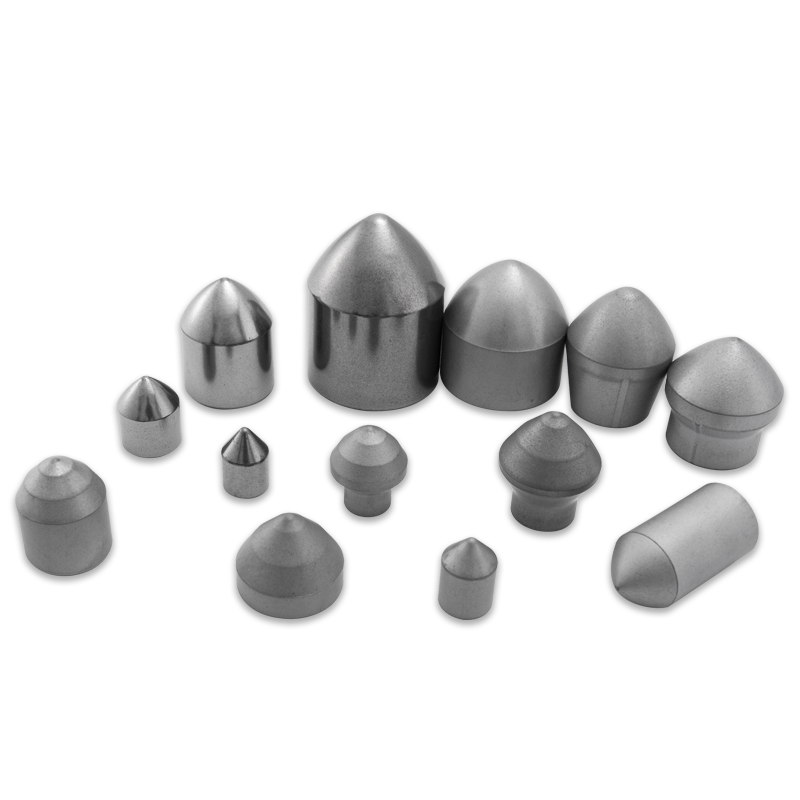
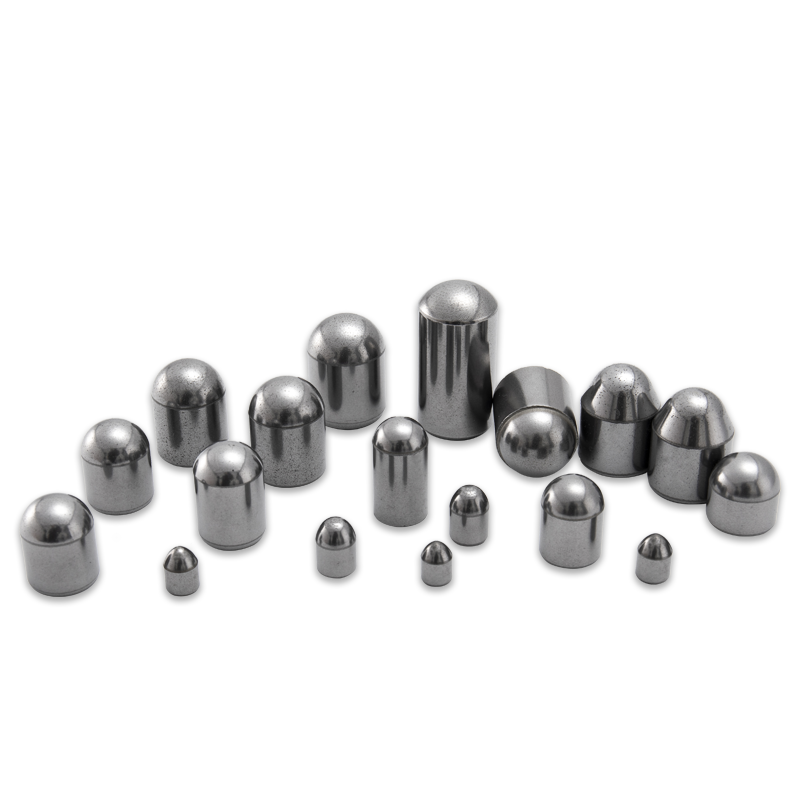
採掘、掘削、岩石掘削
鉱山および建設の掘削は、炭化タングステンの 2 番目に大きな用途カテゴリーを表しており、ドリルビット、ロータリー カッター インサート、レイズ ボーリング ヘッド、およびトンネル ボーリング マシン (TBM) ディスク カッターの形で、高コバルトで靱性が最適化された材種が大量に消費されます。石油およびガス掘削用のトリコーン ローラー コーン ドリル ビットは、ビットあたり数百個の超硬インサートを使用して、数千メートルの深さの岩層を切断します。地表および地下採掘用の衝撃ドリルビットには超硬ボタンが使用されており、磨耗性の岩石に対する空気圧または油圧掘削装置の繰り返しの高エネルギー衝撃に耐える必要があります。ロングウォール マイニング シャーラー ピックと連続マイナー ドラム ピックは、超硬チップの工具を使用して、地下炭鉱の石炭と柔らかい岩石を切断します。これらの各用途では、対象となる岩石タイプで遭遇する摩耗と衝撃の特定の組み合わせに対して最大の耐性を提供するように、炭化物グレードを慎重に最適化する必要があります。これは、硬すぎるグレードは衝撃で破損し、柔らかすぎるグレードは摩耗条件で急速に摩耗するためです。
伸線金型と金属成形金型
タングステンカーバイドダイスは、伸線加工(段階的に小さくなる一連のダイス開口部を通して金属ワイヤを引っ張ることによって直径を小さくするプロセス)の標準的な材料です。カーバイドが提供する極めて高い硬度、耐摩耗性、圧縮強度の組み合わせにより、伸線ダイスは、ダイ表面で生成される非常に高い接触圧力に耐えながら、膨大な長さのワイヤ (交換前にダイあたり数十万メートルになる可能性がある) の加工を通じて正確な開口形状を維持することができます。超硬ダイスは、数ミリメートルから 0.1 mm 未満の細線までの直径範囲にわたる鋼、銅、アルミニウム、および特殊合金の線を伸線するために使用されます。伸線加工を超えて、超硬は、冷間成形ダイス、深絞りパンチ、ねじ転造ダイス、および押出工具に広く使用されており、大量生産にわたって寸法精度と表面品質を維持するために耐摩耗性と繰り返し荷重下での圧縮強度の組み合わせが必要な場合にはどこでも使用されます。
摩耗部品および構造コンポーネント
炭化タングステンの摩耗部品および構造部品の用途には、製紙および印刷、食品加工、エレクトロニクス製造、繊維機械、ポンプシステムなどのさまざまな業界で使用される非常に幅広い製品が含まれます。研磨ブラストおよびスプレー システム用の超硬ノズルは、スチール製の代替品よりもはるかに長く研磨粒子の浸食作用に耐えます。研磨スラリーを扱うポンプのメカニカル シールの超硬シール面は、数百万回の動作サイクルを通じて表面仕上げと平坦度を維持します。ワイヤおよびチューブの生産ラインの超硬ガイド ロールとフォーミング ロールは、長期間の生産稼働にわたって寸法精度を維持します。研磨性または侵食性のプロセス流体を扱う流量制御バルブの超硬バルブシートとボールは、従来の金属代替品よりも桁違いに長い耐用年数を実現します。いずれの場合も、超硬を指定する共通の要因は、頻繁な交換、機械のダウンタイム、およびそれに伴う生産損失を必要とする早期の摩耗故障を排除することです。
医療および歯科用器具
超硬タングステンカーバイドは医療および歯科用途で使用されており、その硬度、生体適合性、耐食性、繰り返しの滅菌サイクルでも鋭い刃先を維持できる能力により、ステンレス鋼よりも優れています。作業面に超硬インサートを使用して製造された外科用ハサミ、持針器、解剖鉗子は、全鋼製の同等品よりもはるかに多くの滅菌と使用サイクルを通じて、より鋭く、より正確な切断性能を維持します。処置中に歯のエナメル質と骨を切断する歯科用バーは、鋼と比較して優れた切断効率と寿命を持つため、ほとんどすべて超硬で作られています。リーマー、ヤスリ、骨鋸などの整形外科用切断器具には、切断性能の向上と耐用年数の延長のために超硬が使用されています。医療用途には厳しい清浄度と生体適合性の要件があるため、微量元素レベルが管理された特定の高純度カーバイドグレードのみがこれらの用途に適格となります。
炭化タングステンコーティング: 超硬の性能を得る別の方法
固体超硬合金コンポーネントを超えて、炭化タングステンは、溶射プロセス、最も一般的な高速酸素燃料 (HVOF) 溶射やプラズマ溶射を使用して、鋼やその他の基材材料の表面コーティングとして広く適用されています。炭化タングステンコーティングの用途では、作業面での炭化物の耐摩耗性と硬度を、鋼基材の靭性、機械加工性、低コストと組み合わせて、どちらの材料でも単独では実現できない性能バランスを達成することが目標です。
HVOF 溶射された炭化タングステン - コバルト (WC-Co) および炭化タングステン - コバルト - クロム (WC-CoCr) コーティングは、摩耗および浸食保護のために世界中で最も広く使用されている溶射コーティングです。 HVOF プロセスは、基材に衝突する前に炭化物結合剤粉末粒子を非常に高い速度まで加速し、焼結超硬に近い硬度と非常に低い気孔率を備えた緻密でよく結合したコーティングを生成します。これらのコーティングは、航空機の着陸装置部品に使用され、腐食や摩耗から保護するための硬質クロムめっきに代わるものであり、研磨スラリーサービスのポンプシャフトやスリーブ、再生繊維成分による摩耗を受けやすい抄紙機のロール、油圧シリンダーロッド、その他多くの部品に使用されており、硬質で耐摩耗性の表面が大型鋼構造物の寿命を延ばすことが最もコスト効率の高いエンジニアリングソリューションとなります。コーティングの厚さは通常 100 ~ 400 ミクロンの範囲で、スプレー後にコーティングされた表面を正確な寸法公差と表面仕上げに研磨することができます。
超硬合金タングステンの主要な物理的および機械的特性
エンジニアが新しい用途に炭化タングステンを指定したり、代替材料と比較したりする場合、その物理的および機械的特性の範囲を明確に把握することが不可欠です。次の表は、超硬合金 WC-Co カーバイドの典型的なグレード範囲にわたる最も重要な特性をまとめたものです。
| プロパティ | 代表的な範囲 (WC-Co グレード) | スチールとの比較 |
| ビッカース硬度 (HV) | 1000 – 1800 HV | 硬化工具鋼の 3 ~ 7 倍の硬さ |
| 密度 (g/cm3) | 13.0~15.5 | 鋼よりも約 1.7 ~ 2 倍密度が高い |
| ヤング率 (GPa) | 500~700GPa | スチールより約 2.5 ~ 3.5 倍硬い |
| 圧縮強度(MPa) | 3500~7000MPa | 鋼よりもはるかに高い圧縮率 |
| 抗折力(MPa) | 1500~4000MPa | 焼き入れ鋼と同等以上 |
| 破壊靱性(MPa・m1/2) | 8~22MPa・m1/2 | 下位 than steel; brittle in tension |
| 熱伝導率(W/m・K) | 70~110W/m・K | 高er than most steels |
| 熱膨張係数(×10⁻⁶/℃) | 4.5 – 6.5 | ~鋼鉄の半分。結合アセンブリで検討する |
| 融点 (℃) | ~2870℃(WC化合物) | 鋼よりもはるかに高い (~1400°C) |
炭化タングステンのリサイクルと持続可能性
タングステンは、中国が世界の一次生産の大部分を支配していることによる供給集中リスクと、戦略的産業における重要な役割のため、欧州連合と米国の両国によって重要な原材料として分類されている。この供給リスクとタングステンの経済的価値の高さにより、炭化タングステンスクラップのリサイクルが世界のタングステンサプライチェーンの重要な要素となっています。現在、世界で消費されているタングステンの約 30 ~ 40% はリサイクルされたカーバイドスクラップから調達されており、業界は収集および処理インフラストラクチャの改善を通じてその割合を増やすために積極的に取り組んでいます。
使用済み炭化タングステンには、確立されたリサイクルルートがいくつか存在します。亜鉛再生プロセスでは、約 900°C で溶融亜鉛と反応させてコバルトバインダーを溶解し、真空蒸留による亜鉛除去後に炭化タングステン粒子をそのままにして再利用します。このプロセスは、粒径を維持し、タングステンを元素の形態に戻すために必要なエネルギー集約的な化学処理を回避できるため、回収された WC 粉末をカーバイドの製造で再利用する場合に推奨されます。コールド ストリーム プロセスでは、高速衝撃を利用して使用済み超硬を機械的に粉砕して微粉末にし、これをバージン パウダーとブレンドしてリサイクルします。 APT ルートを含む化学変換プロセスは、超硬成形体全体を溶解し、パラタングステン酸アンモニウムを通じてタングステンを化学的に精製し、浸炭して新しい WC 粉末にできる一次タングステンと同等の材料を生成します。炭化タングステンスクラップの経済的価値により、炭化タングステンスクラップは最も積極的にリサイクルされている工業用材料の1つとなっており、確立された収集および処理ネットワークが切削工具、鉱山工具、摩耗部品業界全体にわたって世界中で運用されています。
炭化タングステンに関するよくある誤解を解く価値がある
炭化タングステンに関するいくつかの根強い誤解が技術面と消費者の両方で広まっており、それらに直接対処することは、その材料ができることとできないことについて現実的な期待を設定するのに役立ちます。
- 「炭化タングステンは壊れない」: これは、特に炭化タングステンの宝飾品や消費者製品の文脈において、最も一般的な誤解の 1 つです。超硬合金は非常に硬く、耐摩耗性に優れていますが、引張に対しても脆い性質を持っています。鋼に比べて破壊靱性が比較的低く、十分な衝撃や引張応力を受けると亀裂が入ったり、粉々になったりします。たとえば、タングステンカーバイドのリングは、金のリングとは異なり、緊急時に曲げて取り外すことができません。特定の技術を使用して割る必要があります。カーバイドを摩耗用途に効果的にする硬度は、衝撃破壊を起こしやすくする脆性と切り離すことができません。
- 「炭化タングステンはすべて同じです」: 「炭化タングステン」という表現は、コバルト含有量、粒径、追加の炭化物相に応じて大きく異なる特性を持つ一連のグレードを指します。コバルト 20% を含むマイニングピック グレードは、コバルト 6% およびサブミクロンの粒径を含む精密摩耗部品グレードとは、硬度、耐摩耗性、靱性特性が大きく異なります。グレード指定なしで「炭化タングステン」と指定すると、ほとんどのエンジニアリング用途に対して不十分な情報が提供されます。
- 「炭化タングステンは傷がつきません」: 超硬合金は金属に比べて非常に耐傷性に優れていますが、それ自体よりも硬い材料、特にダイヤモンド、立方晶窒化ホウ素 (CBN)、および一部のセラミック材料によって傷が付く可能性があります。ダイヤモンドコーティングされた研磨材と CBN 研削砥石は、より硬く、超硬表面から材料を除去できるため、タングステンカーバイド部品の研削と仕上げに日常的に使用されています。
- 「コバルトの量が多いほど、常に品質が低いことを意味します」: これは、靭性と耐衝撃性が必要な用途の文脈では正しくありません。高コバルトグレードは、耐衝撃性が主な要件となるマイニングピックや重断続切削などの用途向けに特別に設計されています。これらの用途では、最大硬度に基づいて選択された低コバルトグレードは急速に破壊する可能性があります。適切なコバルト レベルとは、特定の用途に最適な硬度と靱性のバランスを提供するものであり、一般的に高いものでも低いものでもありません。
- 「超硬工具は交換する必要がありません」: 炭化タングステン工具は、ほとんどの用途において代替鋼よりも摩耗がはるかに遅いですが、摩耗するため、最終的には交換または再調整が必要になります。超硬工具の経済性は、無限の耐用年数ではなく、その優れた摩耗寿命に基づいており、これによって耐摩耗性の低い代替品と比較して交換の頻度とコストが削減されます。定期的な検査と適切な摩耗限界での事前の交換は、超硬工具を使用して完全に故障するよりも常に優れており、通常は関連コンポーネントに追加の損傷を引き起こします。
当社の製品 //
関連商品